Mechanische Eigenschaften von Bauteilen werden aufgrund der Anforderungen in ihrer Endanwendung spezifiziert. Die Definition eines Bauteils enthält neben Merkmalen wie die Dimension und die Oberflächenbeschaffenheit auch materialspezifische Eigenschaften.
Manche Anwendungen erfordern beispielsweise spezielle Materiallegierungen mit einem spezifischen Elastizitätsmodul. Das E-Modul kann durch eine Wärmebehandlung der Materiallegierung verändert werden. Um das richtige E-Modul zu erhalten, gilt es die Materiallegierung und auch den Wärmebehandlungsprozess sehr genau zu definieren. Kleinste Abweichungen des Prozesses oder der Komponentenlegierung können dazu führen, dass die gewünschten Materialeigenschaften nicht erreicht werden und das Bauteil in der Anwendung versagt.
Welche Auswirkungen haben Härtevorgänge auf mechanische Bauteile?
Zur Härtung von Bauteilen werden verschiedene Härteverfahren angewendet, wie zum Beispiel Induktionshärten oder das Härten in einem Ofen. Geeignete Härteverfahren werden in Kombination mit der verwendeten Materiallegierung ausgesucht. Dabei ist oft entscheidend, ob bereits mobile Kohlenstoffmoleküle in der Legierung vorhanden sind oder ob diese während des Prozesses zugeführt werden müssen. Bauteile sind während der Wärmebehandlung die zum Erhalt der Gitterumwandlung des Gefüges häufig sehr hohen Temperaturen ausgesetzt. Der Wärmebehandlungsprozess verändert die Gefügeausbildung Material.
Erfahren Sie mehr über Härteprüfungen mit Wirbelstrom. Lesen Sie unser eBook über Herausforderungen und Lösungen für Härteprüfungen. Klicke hier!
Oft werden mechanische Bauteile auch vergütet. Das Vergüten beinhaltet ein Härten des Bauteils mit nachfolgendem Anlassen, also der gezielten Erwärmung des Werkstoffes. Ziel ist, neben dem Grundgefüge weitere Eigenschaften zu erhalten. Mit dem Anlassen wird zum Beispiel beabsichtigt, Eigenspannungen im Bauteil abzubauen oder auch die Sprödigkeit in den Randbereichen zu reduzieren, um ungewollte Defekte aufgrund von Oberflächenbelastungen zu vermeiden.
Welche Werkstoffeigenschaften sind wichtig bei der Härteprüfung?
Die Werkstoffeigenschaften mechanischer Bauteile umfassen verschiedene Faktoren, die durch eine Prüfung in der Serienproduktion nachgewiesen werden müssen. Dazu zählen unter anderem die Oberflächenhärte, die Einhärtetiefe und die Gefügestruktur des Bauteils.
Um Werkstoffeigenschaften eines Bauteils innerhalb einer Qualitätskontrolle zu erfassen, sind verschiedene Methoden geeignet. Die Bauteilhärte kann entweder quantitativ durch ein Messverfahren oder qualitativ durch ein Prüfverfahren bestimmt werden.
Im Gegensatz zum Prüfen, das ein vergleichendes Verfahren anwendet, beziehen sich die Messwerte beim Messen auf eine ISO-Einheit und können damit quantitativ bestimmt werden.
Beim vergleichenden Prüfverfahren wird untersucht, ob sich einmal definierte Bauteileigenschaften verändert oder sich konstant verhalten haben. Bei der Wirbelstromprüfung werden dazu sogenannte Gut-Teile eingelernt und die Prüfteile mit den Ergebnissen dieser Gut-Teile verglichen.
Es gibt einen kausalen Zusammenhang zwischen den magnetischen Eigenschaften und den Leitfähigkeitseigenschaften eines Materials sowie dessen Härteeigenschaften. Diesen Zusammenhang kann man einem Wirbelstromprüfsystem erfassen.
Dazu müssen sie in einer Bauteilspezifikation definiert und ein geeignetes Setup, bestehend aus Prüfgerät, Prüfspule und der Auslegung der automatischen oder manuellen Zuführung, eingerichtet werden.
Für einen stabilen Prozess werden mit dem definierten Setup möglichst viele Gut-Teile eingelernt und auf Basis dieser Ergebnisse Prüfgrenzen für die Schlecht-Teile definiert.
|
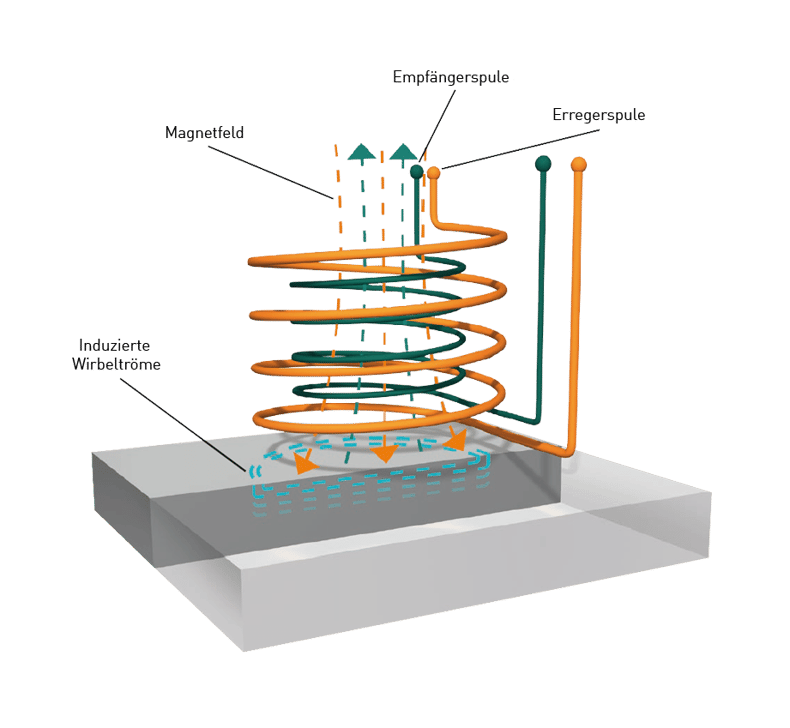
Ein elektrisches Wechselfeld erzeugt einer Primärwicklung in der Prüfspule ein magnetisches Wechselfeld, welches in den Prüfkörper eingekoppelt wird. Durch dieses magnetische Wechselfeld entstehen Wirbelströme im Prüfmaterial, welche dem Primärfeld entgegenwirken und als Sekundärmagnetfeld bezeichnet werden. Primär- und Sekundärfeld wirken einander entgegen und das resultierende Feld erzeugt in der Prüfsonde eine Induktionsspannung, die durch eine Elektronik erfasst und verarbeitet wird.
Die Ausbildung von Wirbelströmen und dem damit verbundenen Sekundärmagnetfeld hängt dabei zum einen von der Leitfähigkeit des Bauteilmaterials, der Bauteilstruktur als auch von dessen magnetischer Suszeptibilität ab. Die elektrische Leitfähigkeit, im Gegensatz zur magnetischen Permeabilität (oder auch magnetische Suszeptibilität), ist stark von der Temperatur abhängig. Mit einer Veränderung der Temperatur verändert sich die Leitfähigkeit und damit das Sekundärmagnetfeld, welches das Prüfergebnis stark beeinflusst. Dies macht bei einer Prüfung eine stabile Temperatur des Prüfteils erforderlich. Riss- und Gefügeprüfung Das Wirbelstromverfahren lässt sich in zwei grundlegende Anwendungsbereiche trennen: die Wirbelstromrissprüfung und die magnetinduktive Material- und Gefügeprüfung. Die Rissprüfung im höheren Frequenzbereich erfasst oberflächenoffene Materialfehler wie Risse, Überwalzungen oder Poren. Es werden weder Kontakt noch Koppelmedien zwischen Bauteil und Sonde benötigt, sodass auch empfindliche Oberflächen problemlos geprüft werden können. Um eine hohe Stabilität zu gewährleisten, kann die Abstandskompensation bei Schwankungen des Sondenabstands eingesetzt werden. Bei der magnetinduktiven Prüfung werden niedrige Frequenzen verwendet. Die Komponenten werden damit auf ihre Werkstoffeigenschaften geprüft, um Materialverwechslungen zu vermeiden oder unterschiedliche Wärmebehandlungszustände festzustellen. Typische Sortierkriterien sind Legierungszusammensetzung, Oberflächenhärte, Härtetiefe, Festigkeit, Spannungszustand und Gefügeausprägung.
Zur Prüfung auf Werkstoffeigenschaften passieren die Prüflinge eine umfassende Prüfspule oder werden an kritischen Bereichen lokal von angepassten Tastern geprüft. Die vom Sensor erfasste Prüfspannung resultiert aus den magnetischen und elektrischen Eigenschaften des Prüfteils, wobei der Spannungswert als Messpunkt grafisch in der komplexen Ebene dargestellt wird. Durch Aufnahme mehrerer Messwerte werden im Rahmen der Kalibrierung Sortiergrenzen festgelegt. Die Messpunkte der Serienprüfung werden mit diesen Toleranzfeldern automatisch verglichen und bewertet. |
Welche Herausforderungen entstehen bei der Härteprüfung mit Wirbelstromgeräten?
Jede Prüf- oder Messmethode hat abzuwägende Vor- und Nachteile. Bei einigen Verfahren der Härtemessung, wie beispielsweise der Vickersmethode, entstehen unerwünschte Oberflächenschäden. Weiterhin ist es schwierig, dieses Verfahren in einen automatisierten Prüf- oder Messprozess zu implementieren.
Im Fall der wirbelstrombasierten Härteprüfung hingegen müssen folgende Faktoren beachtet werden:
- Die Bauteilplatzierung in der Prüfspule ist entscheidend für die Reproduzierbarkeit der Prüfung.
- Temperaturschwankungen während der Messung müssen verhindert werden, um Drift-Effekte in den Prüfergebnissen zu vermeiden.
- Die Prüffrequenz muss klar definiert sein. Sie beeinflusst unter anderem die Eindringtiefen des Wirbelstroms in das Bauteil und damit auch, welche Härteverläufe geprüft werden.
- Aufmagnetisierungen in Bauteilen müssen verhindert werden, da sie durch ihre Restmagnetfelder eine hohe Wiederholpräzision verhindern.
- Änderungen in der Materialzusammensetzung wie beispielsweise Legierungsunterschiede beeinflussen das Prüfergebnis.
- Unterschiedliche Härten der Bauteile können nahezu identische Prüfsignale erzeugen, wenn die magnetischen Eigenschaften trotz unterschiedlicher Härte sehr ähnlich sind.
- Umgebungseinflüsse im Produktionsprozess ausgehend von magnetischen Materialien oder Magnetfelder können die Prüfung stören.
Im Folgenden sind die Herausforderungen und ihre Auswirkungen beschrieben:
Reproduzierbarkeit von Härteprüfergebnissen
Die Umsetzung der Bauteilzuführung zum Prüfprozess spielt eine entscheidende Rolle bei der Reproduzierbarkeit der Ergebnisse. Es ist von entscheidender Bedeutung, dass die Zuführung des Prüfteils konstant bleibt. Beispielsweise müssen Prüfteile stets mit derselben Bauteiloberfläche auf einem Förderband oder einem Handlingsystem liegen. Weiter ist bei unsymmetrischen Prüfteilen deren Ausrichtung relevant.
Zumeist löst das Prüfsystem die Prüfung automatisch aus, wenn Bauteile die Prüfspule durchlaufen, ohne den Prozess dabei anzuhalten. Wird die Prüfung durch eine externe Steuerung ausgelöst, ist ein zustandsgesteuertes Timing essentiell, da sonst die Prüfposition variiert und Ergebnisse in ihren Messwerten stärker streuen.
Bei der Verwendung von Prüftastern ist darauf zu achten, dass diese bei jedem Prüfling dieselbe Stelle prüfen und Winkel und Abstand des Prüftasters reproduzierbar an den Prüfling herangeführt werden. Bereits Variationen weniger Zehntel Millimeter können das Ergebnis unbrauchbar machen. Bei Applikationen mit Prüftaster wird empfohlen, die Prüffläche für die Messung zu berühren, da dies zur Stabilität der Messung beiträgt.
.png?width=1280&name=AdobeStock_181122677-(1).png)
Temperatureffekte bei der wirbelstrom-basierten Härteprüfung
Die Ergebnisse des Wirbelstromverfahrens basieren auf den elektrischen und magnetischen Eigenschaften des Prüfmaterials. Den Temperatureffekten (siehe „Exkurs: Funktionsprinzip der Wirbelstromprüfung“) der Prüfung kann mit verschiedenen Lösungsansätzen begegnet werden.
Um den Temperaturdrift zu minimieren, bieten beispielsweise Leitfähigkeitsmessgeräte die Möglichkeit einer Temperaturkompensation. Diese wird mit einem in die Prüfspule integrierten Temperatursensor gemacht. Hierzu wird einmalig eine Temperaturkurve aufgenommen und eine Korrelation zur Änderung des Primärfeldes hergestellt. Diese Korrelation kann in der Anwendung verwendet werden, um eine Signalkorrektur durchzuführen.
Während bei nicht ferromagnetischen Werkstoffen ausschließlich die elektrische Leitfähigkeit als Wirkmechanismus existiert, bieten ferromagnetische Bauteile zusätzliche Möglichkeiten Informationen aus dem Sekundärsignal zu gewinnen. Bei der Prüfung eines ferromagnetischen Materials werden Signalverläufe herangezogen, welche die magnetische Permeabilität abbilden. Die Permeabilität und die mechanische Härte stehen, wie oben beschrieben, in einem kausalen Zusammenhang, sodass eine Auswertung der Permeabilität eine Aussage über die Gefügeinformation zulässt.
Der Vorteil der magnetischen Materialeigenschaften ist, dass diese weitaus temperaturstabiler als die oben beschriebene Leitfähigkeit sind. Selbst Temperaturabweichungen von über 50 °C haben nur geringen Einfluss auf das Messsignal, solange unterhalb der Curie-Temperatur geprüft wird. Damit für eine temperaturstabile Prüfung nur die magnetischen Eigenschaften zur Auswertung herangezogen werden, bietet sich die sogenannte Oberwellenanalyse an.
Das Auswertesignal bzw. das Messsignal besteht in der Regel aus Frequenzanteilen des Erregersignals und der Oberwellensignale, auch harmonische Signale genannt. Während die Frequenzanteile der Grundwelle Informationen aus der elektrischen Leitfähigkeit und magnetischen Permeabilität haben, enthalten Oberwellen ausschließlich Informationen der magnetischen Permeabilität. Die Auswertung der Oberwellensignale liefert daher ein stabileres Prüfsignal, da Temperatureinflüsse das Prüfergebnis nicht beeinträchtigen. Jedoch ist die Auswertung der Oberwellensignale sehr aufwändig und erfordert sowohl ein gutes Signal-zu-Rausch-Verhältnis, als auch eine gute Algorithmik zur Signalauswertung. Voraussetzung für die Oberwellenauswertung ist ein leistungsfähiger Verstärker, wie er beispielsweise beim MAGNATEST D von FOERSTER zum Einsatz kommt. Er sorgt für die Durchdringung der Bauteile mit starken magnetischen Wechselfeldern innerhalb der Prüfspule.
Einfluss der Prüffrequenz auf das Prüfergebnis der Härteprüfung
Die Eindringtiefe des Wirbelstroms wird im Wesentlichen beeinflusst durch die beim Wirbelstromsystem verwendete Prüffrequenz. Eine hohe Frequenz wirkt sich auf die Oberflächeneigenschaften des Prüfkörpers aus. Eine tiefere Frequenz wird eingesetzt, um bestimmte Einhärtetiefen oder Härteverläufe zu prüfen. Sind die zu prüfenden Eigenschaften bekannt, werden die Parameter auf diese Eigenschaft hin optimiert, das heißt eine spezifische Frequenz wird gewählt, um genau dieses Kriterium zu prüfen. Das spezifische Einstellen einer Frequenz bietet den Vorteil, dass der Prüfprozess genauer eingerichtet werden kann und die Prüfergebnisse somit weniger Fehler und Varianz enthalten.
Sollen zusätzlich zu einem Primärkriterium, zum Beispiel der Einhärtetiefe, noch weitere Parameter geprüft werden, wie beispielsweise die Oberflächenhärte, würde eine Prüffrequenz auf die Einhärtetiefe und eine weitere auf die Oberflächenhärteeigenschaften optimiert werden. So kann die Prüfung durch eine gezielte Mehrfrequenzprüfung beliebig erweitert werden. Bei diesen unterschiedlich gewählten Frequenzen kann zusätzlich noch unterschieden werden, ob die Grundfrequenz analysiert oder ob die Oberwellenanalyse eingesetzt wird. Ist nicht genau bekannt, welche Defekte gesucht werden, können keine für die Prüfaufgabe optimierten Parameter hinzugefügt werden. Der Vorteil dieser Art der Mehrfrequenzprüfung ist das Identifizieren und Aussortieren vorher nicht bekannter Abweichungen. Ein wesentlicher Nachteil ist ein erhöhter Pseudoausschuss, da jegliche Abweichung, unabhängig von deren tatsächlichen Einfluss auf die Bauteilqualität, aussortiert wird.
Restmagnetfelder durch Aufmagnetisierungen im Prüfbauteil
Das Ergebnis der Wirbelstromprüfung basiert auf den elektrischen und magnetischen Eigenschaften des Prüfkörpers. Restmagnetfelder im Prüfkörper, sogenannte Remanenzfelder, beeinflussen das magnetische Signal des Prüfkörpers direkt.
Die Beeinflussung hat eine Auswirkung auf das Prüfergebnis und damit auf die Entscheidung, ob die Prüfdaten bezüglich der Härte zutreffend sind oder nicht. Weiter kann der Einfluss zu einer erhöhten Streuung führen, wenn die vorhandenen Restmagnetfelder in ihrer Stärke und Ausrichtung zufällig sind und sich im Zeitverlauf oder über eine Materialcharge hinweg verändern. Es gibt in Produktionslinien viele Konstellationen, die zu einer Aufmagnetisierung eines Bauteils führen. Eine mögliche Ursache sind magnetische Transportvorrichtungen oder aufmagnetisierte Greifvorrichtungen.
Um dieses Problem zu lösen, kommen in Produktionslinien mit Wirbelstromprüfung meist Entmagnetisierungseinheiten zum Einsatz. Der Prozessschritt zur Entmagnetisierung wird überwiegend direkt vor der Prüfeinrichtung durchgeführt und entfernt Remanenzmagnetfelder nahezu restlos aus den Bauteilen.
Änderung der Materialzusammensetzung beeinflussen das Prüfergebnis
Unterschiedliche Legierungsbestandteile führen zum einen zu einer unterschiedlichen Permeabilität und zum anderen zu einer Veränderung in der Leitfähigkeit im Prüfkörper. Diese Eigenschaften beeinflussen ebenso wie die Härteeigenschaften das Wirbelstromsignal des Prüfkörpers und stellen ein Problem bezüglich der Prozessfähigkeit dar. Es empfiehlt sich daher, vor dem Härten der Bauteile eine Materialverwechslungsprüfung durchzuführen, um die richtige Verwendung des erforderlichen Materials sicherzustellen. Es können dieselben Wirbelstromprüfgeräte für die Materialverwechslungsprüfung eingesetzt werden wie zur Härteprüfung.
Magnetische Umgebungseinflüsse im Produktionsprozess
Die Rahmenbedingungen einer Produktionslinie können die Prüfqualität der Härteprüfung mit Wirbelstrom entscheidend beeinflussen. Beispielsweise können starke Elektromotoren Magnetfelder erzeugen, die wiederum direkt die Prüfsignale beeinflussen und zu falschen Ergebnissen führen. Weiterhin können Änderungen an einer bereits bestehenden Produktionslinie Einfluss auf die Feldverteilung der Prüfspule nehmen. Zum Beispiel der Ersatz eines Greifers aus nichtmagnetischem Material mit einem aus magnetischem Material.

Weitere Störfaktoren können aus dem Austausch eines Förderbandes mit andersartiger Leitfähigkeit resultieren. Die Veränderung der Leitfähigkeit des Förderbandes wirkt sich direkt auf die erzeugten Magnetfelder und damit auf die Prüfsignale aus. Der Einfluss von Änderungen an der Produktionslinie auf die Verlässlichkeit der Prüfung ist nicht zu vernachlässigen. Schon in einem frühen Stadium der Entwicklung einer Prüfung müssen Materialien sorgfältig ausgewählt werden. Nach Veränderungen an den Anlagen sind die Ergebnisse und die Stabilität der Prüfung durch eine Prozessfreigabe neu zu bewerten.
Welche Wirbelstromprüfsysteme eignen sich, den Herausforderungen der Härteprüfung zu begegnen?
FOERSTER hat mit dem MAGNATEST D und MAGNATEST TCL leistungsfähige Systeme entwickelt, die bereits seit mehreren Jahren erfolgreich als Prüfsysteme zur Härteprüfung eingesetzt werden. In verschiedenen Konfigurationen lassen sie sich flexibel als Linien- oder Laborgeräte für unterschiedlichste Prüfanforderungen einsetzen.


Share this

Entmagnetisierung in der Härteprüfung

Spulenarten für die Härteprüfung mit Wirbelstrom
