Die elektrische Leitfähigkeit ist eine bedeutende physikalische Größe, welche die Fähigkeit beschreibt, wie gut oder schlecht ein Stoff elektrischen Strom leitet. Diese Information ist z.B. für Bauteile in der Elektronikindustrie wichtig. Zusätzlich können Aussagen über mechanische und makroskopische Materialeigenschaften getroffen werden, die mit der elektrischen Leitfähigkeit korrelieren. Die folgenden Eigenschaften können häufig mit Hilfe der Leitfähigkeitsmessung ermittelt werden:
- Auslagerungszustand von Aluminium
- Festigkeit von Aluminium
- Richtigkeit der Legierungsbestandteile
- Die Dichte nach einem Sinterprozess
In der Norm DIN EN 50994 wird das Verfahren der zerstörungsfreien Leitfähigkeitsmessung geregelt.
Für weitere Informationen zum Thema Leitfähigkeitsmessung klicken Sie bitte hier.
Die folgenden 6 Störfaktoren haben den größten Einfluss auf die Messgenauigkeit:
|
Inhaltsübersicht |
|
Im folgenden Beitrag werden die jeweiligen Einflussfaktoren beschrieben, deren Einfluss auf die Messqualität und Wege, wie diese minimiert werden können.
1. Thermische Effekte bei der Messung
Die elektrische Leitfähigkeit ist eine temperaturabhängige Größe. Ändert sich die Temperatur so spielt der Temperaturkoeffizient des Materials eine wichtige Rolle. Bei Metallen gilt: je höher die Temperatur, desto geringer die Leitfähigkeit. Beispielsweise fällt die Leitfähigkeit von Kupfer von 58,0 MS/m bei 20 °C auf 56,9 MS/m bei 25 °C. Dies sind ca. 0,4 % pro Grad Erwärmung.
Üblicherweise wird die Leitfähigkeit bezogen auf 20 °C angegeben. Sobald das Messobjekt eine Temperatur besitzt, welche von 20 °C abweicht, kann die gemessene Leitfähigkeit nach folgender Gleichung auf den Leitfähigkeitswert bei 20 °C umgerechnet werden (DIN 50994):
σ(20°C) = σ(T)⋅[1+α⋅(T-20°C)]
Typische Temperaturkoeffizienten sind in Abbildung 1 zu sehen. Einige Metalle, wie z.B. Titan, weichen jedoch vom allgemeinen Trend ab. Die abgebildeten Werte wurden von der Physikalisch-Technischen Bundesanstalt in Braunschweig für 20 Proben ermittelt.
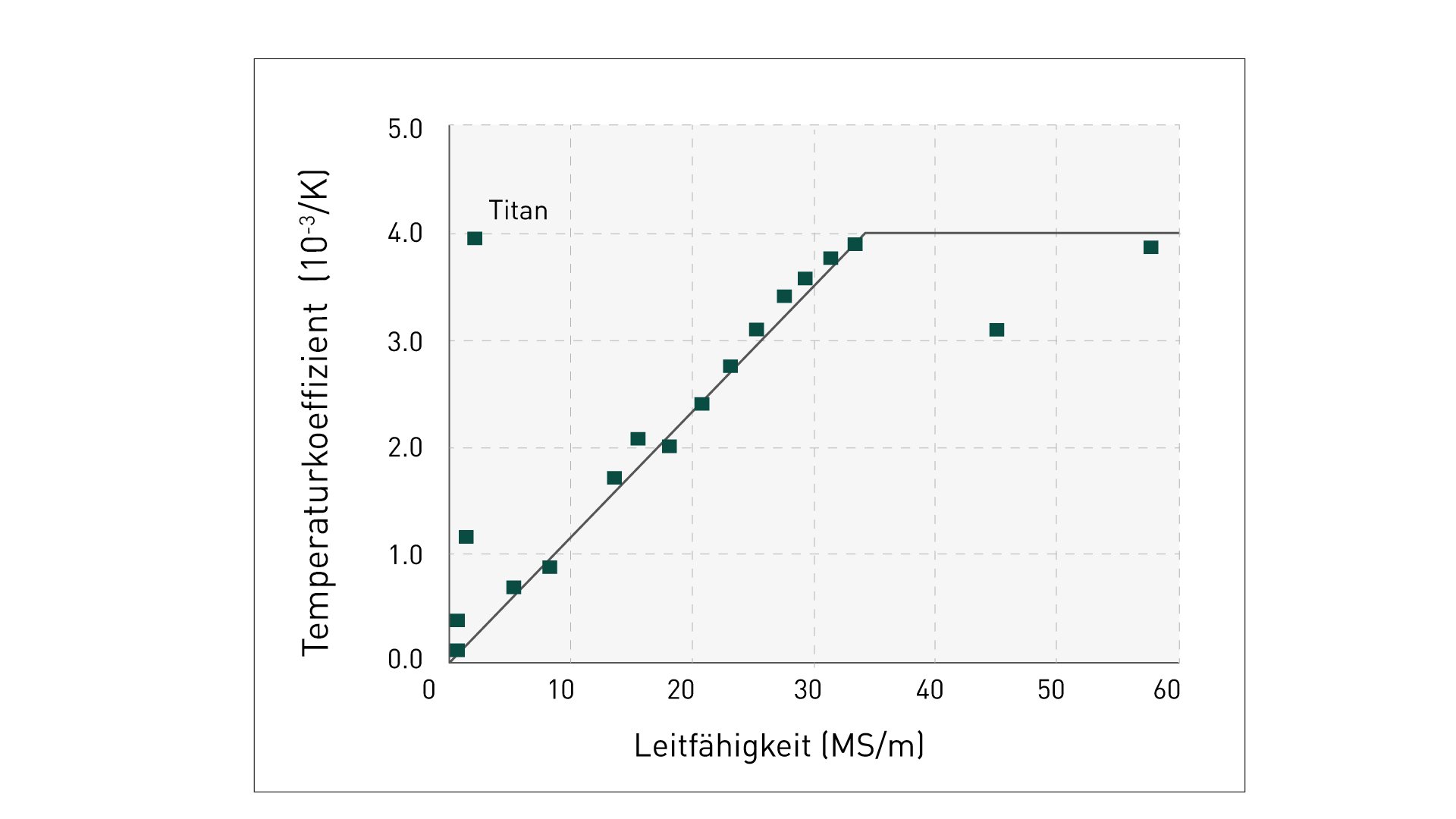 Abb. 1: Typische Temperaturkoeffizienten
Abb. 1: Typische Temperaturkoeffizienten
Eine Kompensation der Temperatur kann direkt oder indirekt durchgeführt werden. Bei der direkten Temperaturkompensation wird die Temperatur des Messobjektes gemessen und die oben angegebene Formel mit dem jeweiligen Temperaturkoeffizienten angewandt. Indirekt kann die Temperatur kompensiert werden, indem die Leitfähigkeitsstandards für eine Zweipunktkalibrierung auf die Temperatur des Messobjektes gebracht werden. Damit wird die Kalibrierkurve des Messsystems in den neuen Temperaturbereich gehoben und es kann temperaturkompensiert gemessen werden.

2. Abhebeeffekte der Tastsonde (Lift-off)
Eine Abstandsänderung der Wirbelstromsonde zur Messoberfläche hat großen Einfluss auf die Messgenauigkeit. Daher besitzen die auf dem Markt erhältlichen Wirbelstrommessgeräte in der Regel die Funktion, den Abstand von der Sonde zum Messobjekt zu erfassen und diesen Störeffekt zu kompensieren. So ist auch eine Messung durch dünne Lacke und Folien möglich.
Die Abbildung 2 zeigt am Beispiel von vier verschiedenen Leitfähigkeiten den Einfluss des Abstands zwischen Prüfling und Taster auf den relativen Messfehler bei 60 kHz.
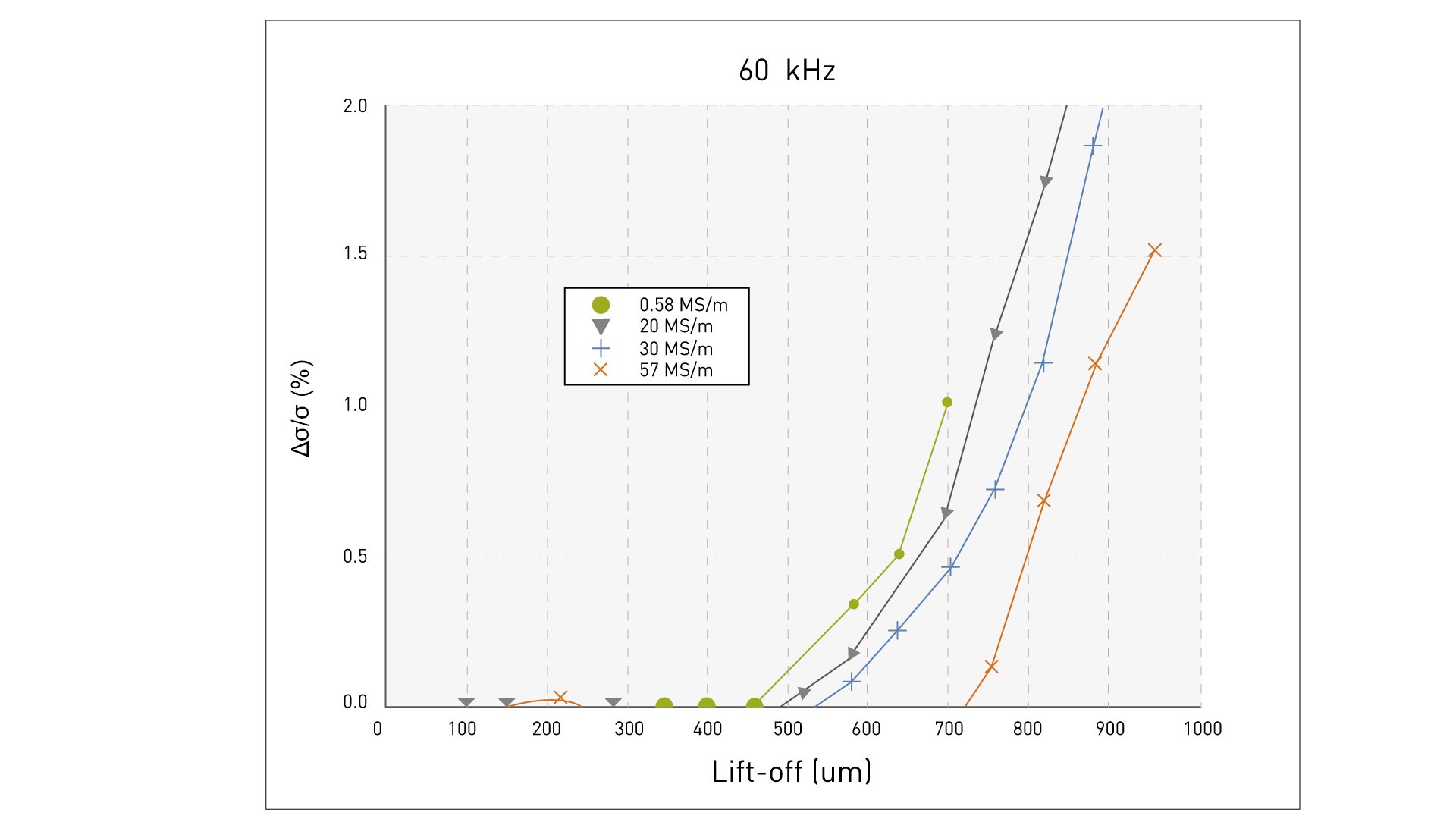
Abb. 2: Abhebeeffekt der Tastsonde
3. Materialstärke des Prüflings
Wenn das Messobjekt eine zu geringe Dicke aufweist, dringt das erzeugte Magnetfeld nicht vollständig in das Material ein. D.h. die Wirbelstromdichte im Material wird nicht nur von der Leitfähigkeit, sondern zusätzlich auch von der Materialdicke beeinflusst.
Aus diesem Grund muss die kritische Mindestdicke des Messobjektes unbedingt beachtet werden (siehe DIN 50994):
dsat = 3 ⋅ δ0
Wobei d0 die Standardeindringtiefe, bei der die Stromdichte auf 1/e abgeklungen ist, bezeichnet:
δ0 = K ⋅ (503⋅103)/√(f⋅σ)
Aus dieser Gleichung ist ersichtlich, dass hohe Frequenzen f zu einer geringen Eindringtiefe führen („Skineffekt“). Die Messfrequenz kann somit so eingestellt werden, dass die Materialdicke größer als die Sättigungsdicke dsat ist. Ebenfalls verringert sich die Eindringtiefe, je höher die Leitfähigkeit s des Materials ist. K bezeichnet den Sondentyp-spezifischen Korrekturfaktor, welcher die Inhomogenität des Spulenfeldes sowie die Inhomogenität des Prüflingsmaterials berücksichtigt. In erster Näherung kann K = 1 gesetzt werden.
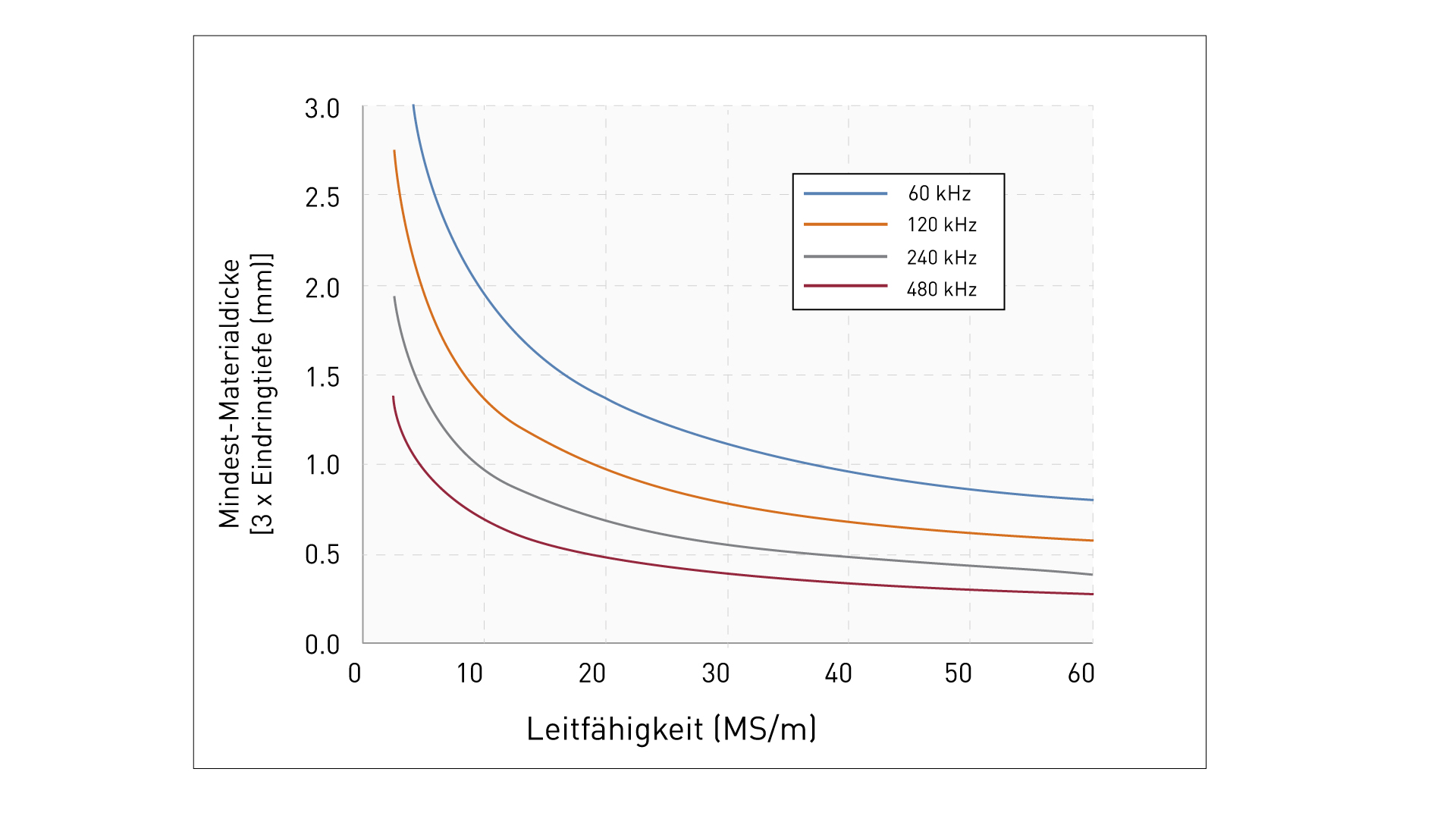
Abb. 3: Mindestdicke des Messmaterials
Ein einfacher Test, ob ein Messobjekt den Anforderungen an die Mindestdicke bei der gewünschten Messfrequenz genügt, kann mit Hilfe des zum Gerät gehörenden Kupferstandards durchgeführt werden. Dabei wird der Standard direkt unter den Prüfling gelegt und untersucht, ob die Sonde die Leitfähigkeit des Messobjekts oder des Standards misst. Im letzten Fall wäre das Messobjekt zu dünn gewählt.
4. Gekrümmte Oberflächen
Gekrümmte Oberflächen haben einen starken Einfluss auf den Messwert. Je kleiner der Krümmungsradius des Messobjektes, desto ausgeprägter ist dieser Einfluss. Um den Einfluss der Krümmung auf das Messergebnis zu minimieren, besteht zum einen die Möglichkeit, die Justierung („n-Punkt-Kalibrierung“) auf einem Material mit der gleichen Krümmung durchzuführen. Wenn vorhanden, ist die einfachere Variante, den Krümmungsradius bzw. Krümmungsdurchmesser direkt im Gerät einzugeben. Das Gerät korrigiert dann mit Hilfe der hinterlegten Beziehung zwischen Messfrequenz, Material und Krümmungsradius den gemessenen Leitfähigkeitswert.
Die Abbildung 4 zeigt exemplarisch die an einem speziellen Probekörper aus Kupfer gemessene prozentuale Abweichung des Messwertes in Abhängigkeit des Krümmungsradius. Bei kleinen Krümmungsradien ist die Abweichung stärker ausgeprägt. Ebenso ist eine Abhängigkeit von der Messfrequenz erkennbar.
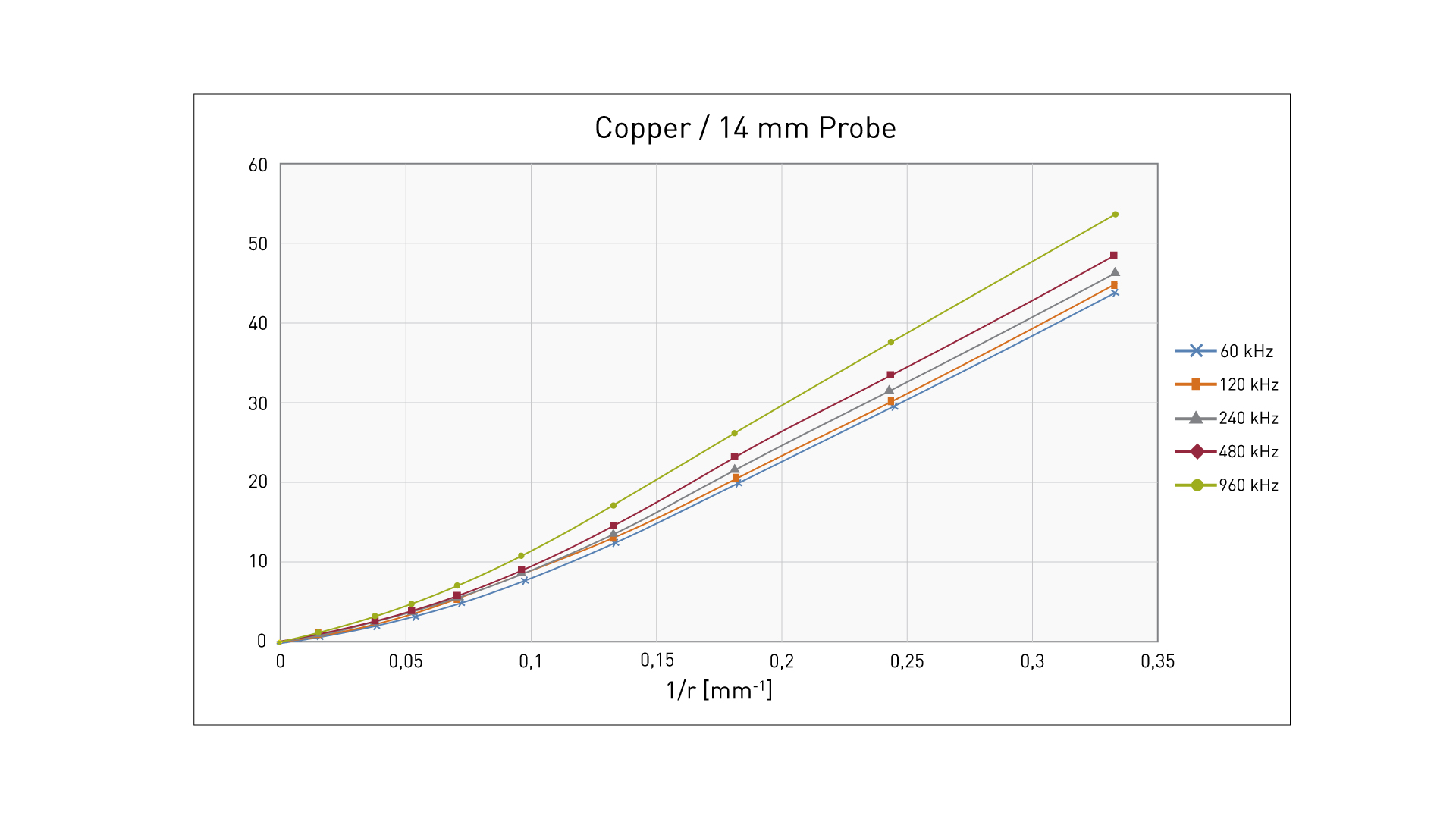
Abb. 4: Prozentuale Abweichung des Leitfähigkeits-Messwertes in Abhängigkeit des Krümmungsradius und der Messfrequenz am Beispiel Kupfer
Der Einfluss gekrümmter Oberflächen kann mit einem Korrekturfaktor bestimmt werden, wie in den Diagrammen dargestellt.
| Beispiel |
|
smess = 20 MS/m, Radius = 10 mm |
|
Konvex ==> Korrektur = 9 % |
|
s tats. = s mess / (100 % – 9 %) = 21,97 MS/m |
Eine weitere Möglichkeit zur weitgehenden Unterdrückung des Einflusses gekrümmter Oberflächen besteht darin, Kalibrierungsstandards zu verwenden, welche in ihrer geometrischen Form dem Prüfling entsprechen. Bei Messungen an gekrümmten Oberflächen sollte grundsätzlich eine Absenkhilfe verwendet werden.

5. Randeffekt der Messsonde
Der Taster eines Leitfähigkeitsmessgeräts ist elektromagnetisch zu den Rändern abgeschirmt. Die Abbildung 5 zeigt schematisch den Verlauf des magnetischen Flusses für einen abgeschirmten und einem nicht abgeschirmten Taster.
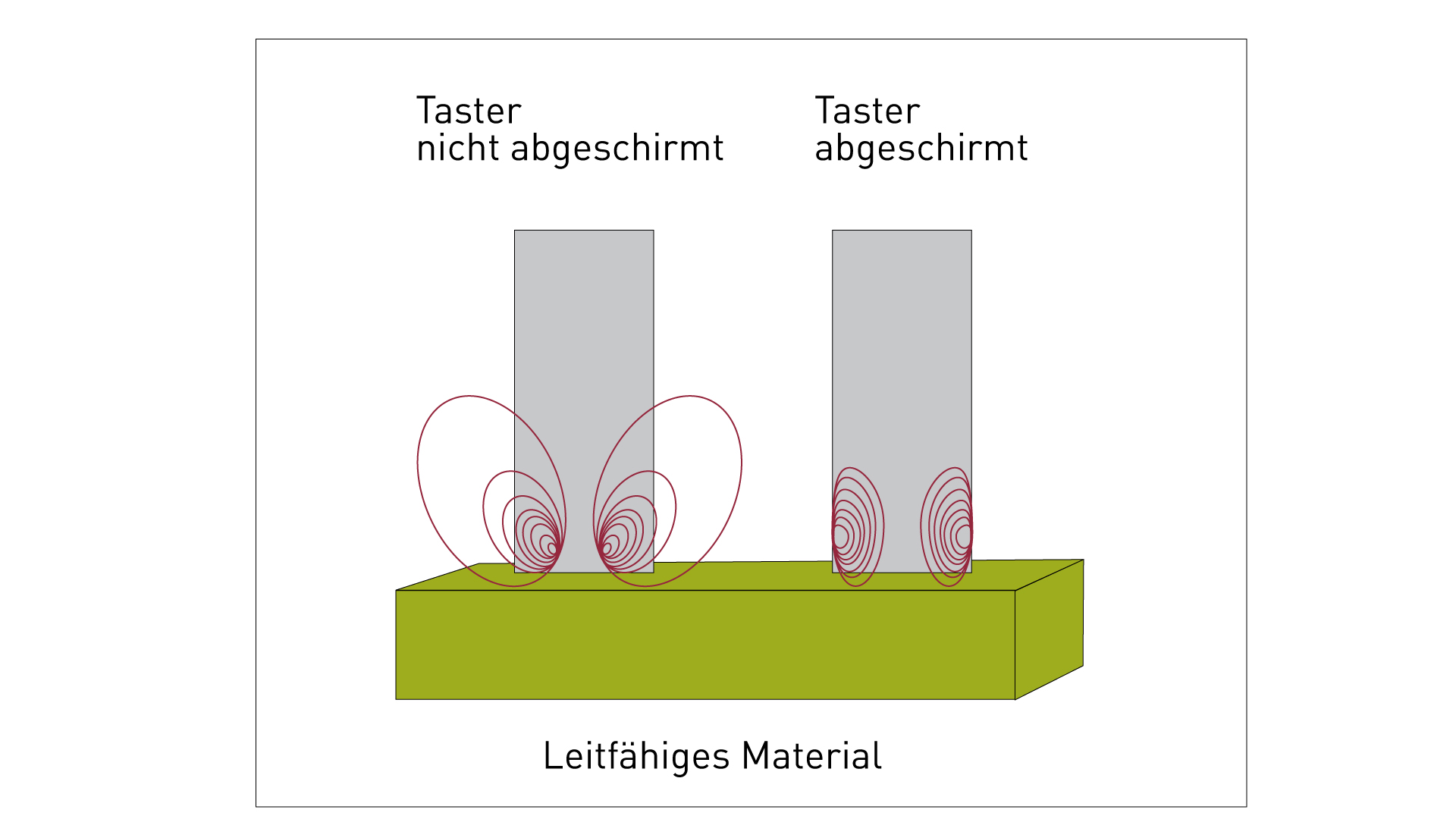
Abb. 5: Magnetische Felder in den Randbereichen des abgeschirmten und nicht abgeschirmten Tasters
Material oder magnetische Felder in den Randbereichen des abgeschirmten Tasters beeinflussen den Messwert nicht. Das bedeutet, dass mit einem abgeschirmten Taster sogar Messungen an den Stirnflächen von Stäben möglich sind, die nur 14 mm Durchmesser haben. Messungen in Bohrungen oder gefrästen Vertiefungen können ebenfalls fehlerfrei durchgeführt und somit beispielsweise mögliche Überhitzungseffekte an Aluminiumlegierungen bestimmt werden.
6. Permeabilität
Eine Voraussetzung für die fehlerfreie Messung der Leitfähigkeit ist, dass das untersuchte Material nicht magnetisierbar ist. Bereits eine geringe Permeabilität des Materials kann zu deutlichen Fehlern bei der Leitfähigkeitsmessung führen.
Produktlösung von FOERSTER zur Messung der elektrischen Leitfähigkeit

FOERSTER ist seit Jahren der Marktführer wenn es um schnelle, einfache und präzise Leitfähigkeitsmessgeräte geht. Mit dem SIGMATEST bietet FOERSTER ein zuverlässiges, robustes und kompaktes Handgerät im Portfolio zur Messung der elektrischen Leitfähigkeit. Das SIGMATEST ist zum Beispiel für viele Wartungsanwendungen in der Luftfahrt freigegeben. In der Industrie findet es Anwendung in der Qualitätskontrolle von Fertigungsprodukten, der Prüfung von Materialkombinationen sowie der Sortierung von Metallen, Legierungen oder Wertstoffen. Die Bestimmung von Hitzeschäden und der prozessbegleitenden Inspektion in der Fertigung und Verarbeitung der Metallurgie sind weitere Einsatzfelder.
Kontaktieren Sie unsere Experten und besprechen Sie Ihr Messaufgabe.
Wir helfen gern!

Share this

Kalibrierstandards zur Messung der elektrischen Leitfähigkeit
Leitfähigkeitsmessung metallischer Materialien
