Technologische Änderungen im Schweißprozess und ihre Auswirkungen auf die Anwendung des Wirbelstrom-Verfahrens zur zerstörungsfreien Schweißnahtprüfung
Im folgenden werden die neuen Möglichkeiten für den Einsatz der Wirbelstromprüfung bei der Herstellung von geschweißten Edelstahl- , Nickelchromstahl- und Titanrohren beschrieben.
Diese Rohre werden im allgemeinen WIG- oder Laser geschweißt. Der Vorteil liegt bei höheren Schweißgeschwindigkeiten und bei einer sehr kleinen vom Schweißen beeinflußten Zone. Die Naht ist daher sehr schmal. Schweißfehler sind demzufolge in ihrer Ausbildung ebenfalls klein, es müssen z.B. kleinste Poren detektiert werden. Umfassende und auch Segmentspulen sind zu unempfindlich.
Kleine Sensoren wie von CIRCOGRAPH® und STATOGRAPH® bekannt sind optimal geeignet.
Diese Art der Wirbelstromprüfung dient im wesentlichen zur Prozesskontrolle des Rohrschweißens, ist also eine Art Condition Monitoring zur Optimierung des Herstellprozesses.
Prüfnormen für Rohre verlangen im Allgemeinen als Ersatz für die Dichtheitsprüfung die Wirbelstromprüfung des kompletten Rohres mit umfassenden Durchlaufspulen. Dabei wird entweder nur die Differenzspule oder aber Differenz- und Absolutspule ausgewertet.
Um beides miteinander zu verbinden, Condition Monitoring zur Beurteilung des Schweissens und Wirbelstromprüfung des gesamten Rohres, ist dieses mehrkanalig Systemgerät bestens geeignet.

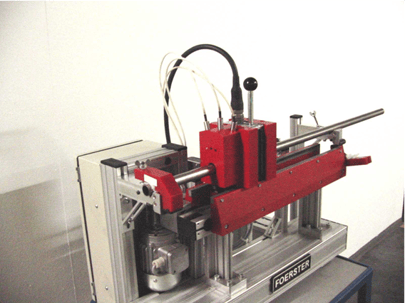
Wirbelstromprüfung Prüfanordnung
Die Realisierung erfolgt im Aufbau von 2 Prüfstationen, die eine Station mit einem Sensorarray, die zweite Station mit einer umfassenden Spule. Jede Station arbeitet mit getrennter Signalerfassung bis hin zur Sortierung bzw. Markierung. Für das Protokoll und die Datenspeicherung werden die Ergebnisse beider Stationen wieder zusammengefaßt.
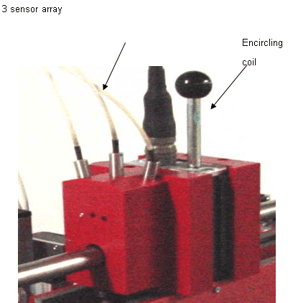
Zur lückenlosen Abdeckung der Schweißnaht auch bei geringster Auswanderung der Naht wird ein Sensorarray aus 3 Sensoren (6.223-787, mit je 2 mm Spurbreite) direkt nach dem Schweißvorgang angeordnet. Dabei überlappen sich die Spuren sogar, um ganz sicher zu sein, daß auch kleinste Poren gefunden werden.
Entsprechend der niedrigen Leitfähigkeit von Titan und Edelstählen werden für eine optimale Prüfung Frequenzen um 100 kHz angewandt.
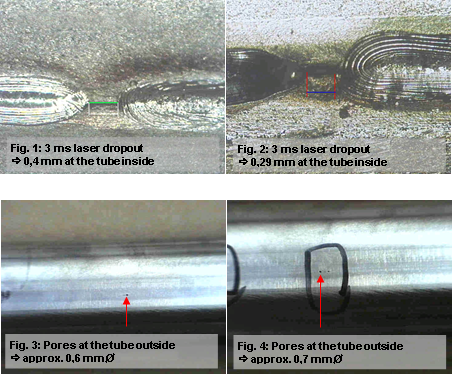
Prüfergebnisse des Wirbelstromgeräts
Nachfolgend einige Fehlerbilder, die durch Laseraussetzer entstehen und mit dem oben beschriebenen Sensorarray typischerweise detektiert werden.
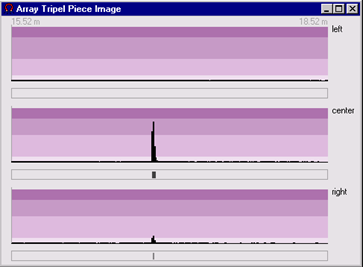
Signal eines Laseraussetzers von 1 ms, aufgenommen mit einem 3-fach Sensorarray wie oben beschrieben. Nur ein Sensor sieht die kleine Pore.
Vergleichende Prüfergebnisse des Wirbelstromgeräts
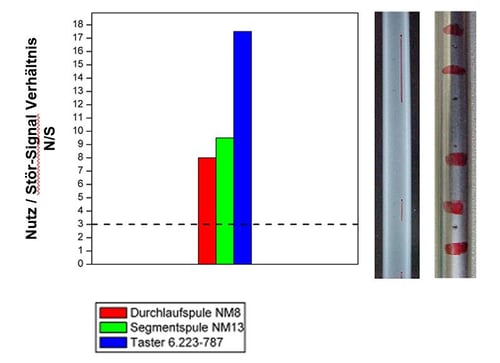
WIG geschweißte
Rohre aus warmriß-empfindlichen
NiCr-Legierungen 17,5 x 1,3 mm
Sensorvergleich für Querrisse (Warmrisse)
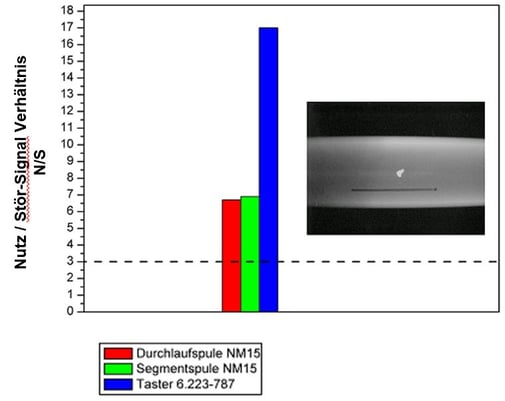
WIG geschweißte Titanrohre
25 x 0,7 mm
Sensorvergleich für Poren
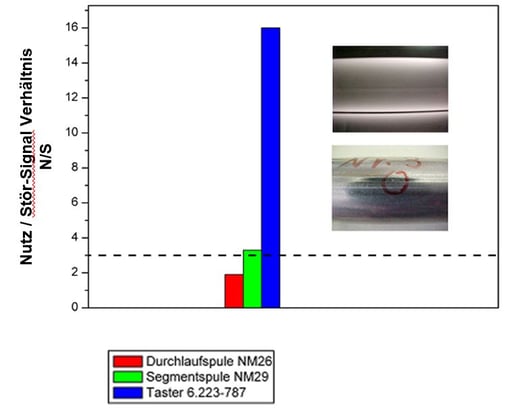
TIG welded austenitic tubes
Sensor comparison for inclusions
Das Systemgerät DEFECTOMAT DA bietet durch seine Mehrkanaligkeit die Möglichkeit der simultanen Wirbelstromprüfung mit mehreren Sensorsystemen zur individuellen Auswertung hinsichtlich Schweißprozessüberwachung und Endkontrolle nach internationalen Standards.
Natürlich zählen zusätzlich auch bei dieser Anwendung die Vorzüge der DEFECTOMAT DA mit seiner modernen Rechnertechnologie. Das bedeutet eine einfache Bedienung mittels berührungsempfindlichem aktiven Matrix-Display und eine Online-Hilfe-Funktion. Ein relationales Datenbanksystem ermöglicht ausführliche Ergebnis-Analysen. Es sind weltweit standardisierte Datenschnittstellen implementiert, die basierend auf dem FOERSTERnet® eine dezentralisierte Bedienung und Datensicherung erlauben.
Share this

Rissprüfung von Ringmagneten für Motorrotoren mittels Wirbelstromprüfung

Qualitätskontrolle in der Pulvermetallurgie
