Le prove di durezza non distruttive con dispositivi a correnti parassite sono un metodo consolidato in molti impianti di produzione. La qualità dei dati di misura registrati durante la prova fornisce un input significativo per ulteriori valutazioni.
In molti processi produttivi, i requisiti relativi ai tempi di ciclo e alle proprietà superficiali dei componenti sono così elevati che i metodi di misura tradizionali della durezza non possono essere utilizzati: o le opzioni di misura sono così complesse che l'integrazione nei processi produttivi non è redditizia o i tempi di misura sono troppo lunghi.
Ciò ha favorito l'ulteriore sviluppo dei dispositivi di prova a correnti parassite per le prove di durezza non distruttive, consentendo loro di diventare una procedura consolidata e standardizzata. I sistemi di prova di durezza a correnti parassite hanno il vantaggio decisivo di non misurare in punti specifici di una superficie, come i dispositivi di misurazione della durezza secondo il metodo Vickers o Brinell, ma di misurare l'intero provino.
Inoltre, la variazione delle frequenze può essere utilizzata per determinare se il provino deve essere controllato vicino alla superficie o più in profondità. Oltre alla frequenza di base della risposta delle correnti parassite, le impostazioni del processo valutano anche le armoniche, che forniscono ulteriori informazioni sulla durezza o sulla lega.
Con la misurazione della durezza, l'utente registra ed elabora per lo più numerosi valori di misura, in base ai quali determina la conformità del componente ai requisiti.
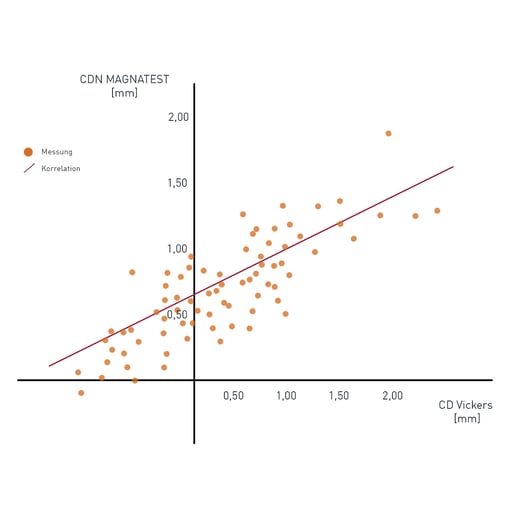
Correlazione di una misura di durezza definita secondo Vickers con i valori misurati dal tester a correnti parassite MAGNATEST
Dati del test di durezza basato sulle correnti parassite
Nella maggior parte dei casi, un test include la verifica di varie frequenze con diverse impostazioni dei parametri. Viene creato uno spazio di parametri multidimensionale, attraverso il quale è possibile generare un'analisi delle tendenze con un sistema SPC (controllo statistico del processo), oltre alla decisione sul pezzo buono o cattivo. Queste informazioni consentono all'utente di riconoscere tempestivamente se il processo stia cambiando. Se necessario, è possibile regolare rapidamente i parametri del processo ed evitare gli scarti.
Relazione tra i test a correnti parassite e la misurazione della durezza fisica
Lo svantaggio delle prove di durezza con sistemi a correnti parassite è la mancanza di un riferimento a valori fisici o standardizzati. I dispositivi a correnti parassite, pertanto, non forniscono valori di misura comparabili, ad esempio in HRC. La presentazione della qualità del processo in un'unità comparabile è ormai diffusa tra gli ingegneri di processo. I limiti di specifica per la durezza dei componenti sono solitamente indicati con un valore di riferimento.
In molte produzioni, quindi, oltre alle prove in serie, viene effettuata una misurazione con un processo di misurazione della durezza stabilito per registrare casualmente un valore di riferimento con un'unità comparabile. L'analisi di regressione consente di calibrare i dispositivi di prova a correnti parassite correlando i valori misurati dai sistemi di prova a correnti parassite con una misura di durezza definita.
L'analisi regressiva assegna ai diversi provini valori di durezza diversi. A tal fine, il materiale e le dimensioni del provino devono corrispondere ai componenti per i quali si utilizza l'analisi di regressione.
Per l'analisi regressiva, ogni provino viene misurato con il sistema di prova a correnti parassite utilizzando una configurazione vicina alla produzione di serie e viene registrata una correlazione dei valori misurati a correnti parassite con le proprietà di durezza del provino (vedere il diagramma seguente). I valori di durezza di riferimento dei provini di esempio sono registrati con una procedura basata su misure di durezza standardizzate.
Da questa curva di regressione si può ricavare una descrizione matematica da applicare al test nella produzione di serie. Con questo metodo, un dispositivo di prova a correnti parassite offre la funzionalità di un dispositivo di misura.
Per evitare gli effetti di deriva dei dispositivi di prova, è consigliabile accompagnare questa analisi di regressione in produzione con un'analisi a campione che accompagni la serie con un ulteriore dispositivo di misurazione della durezza. A questo scopo, ad esempio, la relazione di regressione del sistema di prova viene verificata in ogni turno di produzione e nell'ambito di una ricalibrazione annuale.

I clienti FOERSTER utilizzano già questo metodo in combinazione con il MAGNATEST D nella produzione dell'industria automobilistica. Nel suo feedback, un cliente ha descritto con entusiasmo la metodologia di misurazione come superiore alla verifica durante la produzione mediante misurazione Vickers. Quest'ultima viene utilizzata molto localmente mentre le disomogeneità possono facilmente portare a un intervallo di diffusione più ampio.

Share this
1280_800.jpg?width=1280&height=800&name=High-temperature-corrosion-on-turbine-blades-(sulfidation)1280_800.jpg)
Corrosione ad alta temperatura delle pale delle turbine (solfitazione)

Rilevamento delle cricche di magneti ad anello per rotori di motori mediante test a correnti parassite