Per risparmiare peso e carburante, i produttori di automobili si affidano spesso a componenti in alluminio. Questi devono essere sottoposti a un trattamento termico dopo la tempra, per evitare cricche da stress nel materiale. Per garantire che le parti non trattate termicamente siano riconosciute fin dalle prime fasi del processo, i controlli strutturali non distruttivi sono parte integrante del processo.
I componenti in alluminio trattati termicamente e quelli non trattati termicamente presentano una marcata differenza di conducibilità elettrica. Questo è il dettaglio fondamentale per i test a correnti parassite e la selezione.

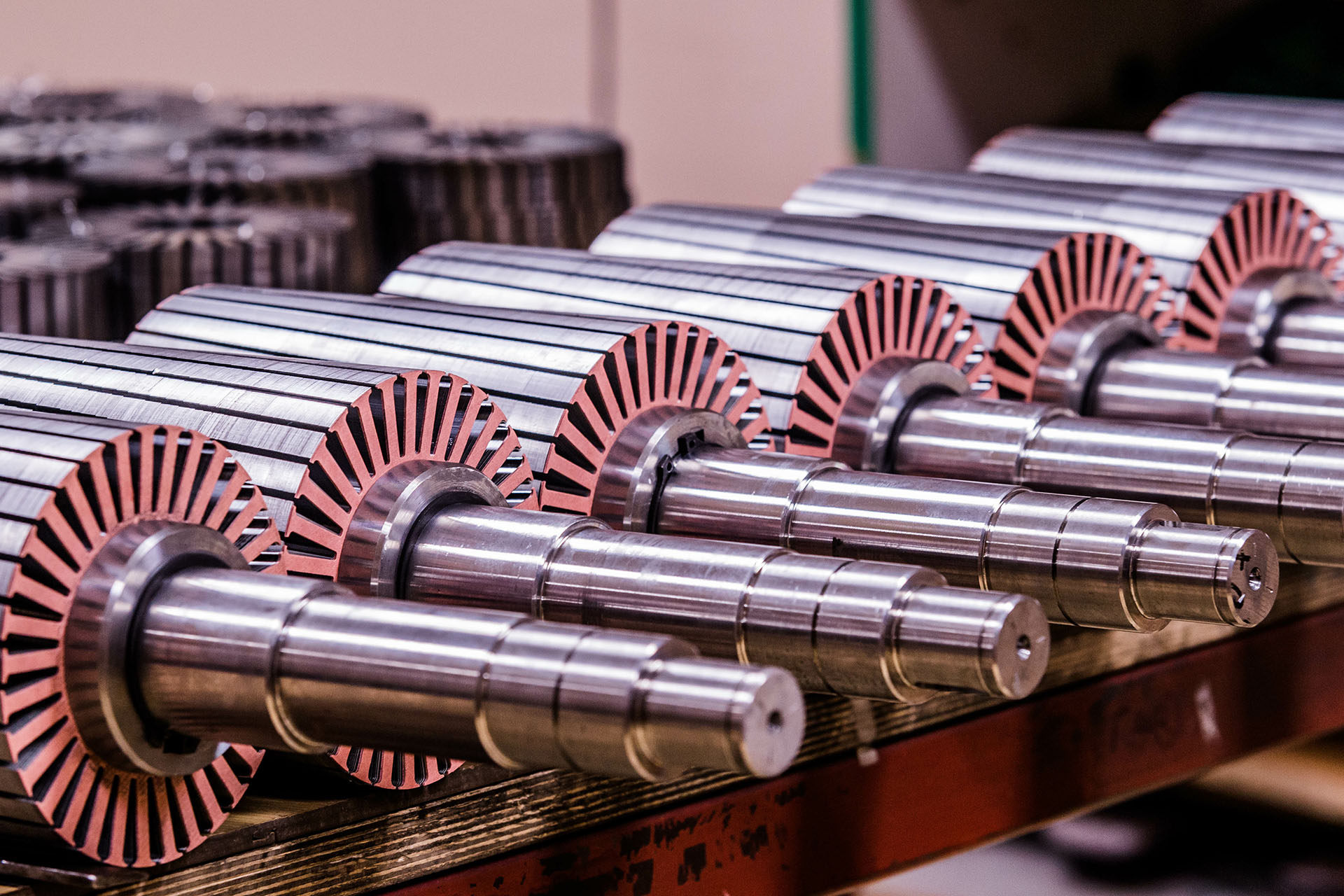
Figura 1: MAGNATEST TCL
FOERSTER può contare su molti anni di esperienza in questo tipo di test. Quando si utilizza il metodo a correnti parassite, i componenti vengono esaminati direttamente in linea per verificare le condizioni del trattamento termico. Il metodo si basa sul confronto con i difetti di riferimento.
Il sistema MAGNATEST TCL, in combinazione con una sonda statica, viene utilizzato per le prove strutturali dei componenti in alluminio (vedere Figura 1 e 2). Per il collaudo, la sonda viene posizionata perpendicolarmente alla posizione di prova. Nella linea questa operazione è completamente automatizzata. Subito dopo il test i componenti vengono smistati. Le versatili funzioni di documentazione e di valutazione supportano l'assicurazione di qualità mirata.
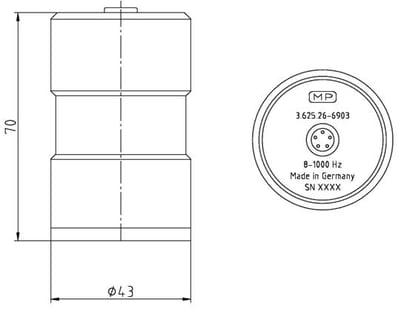

Figura 2: Schema ed esempio della sonda
La separazione tra i componenti in alluminio trattati termicamente e quelli non trattati termicamente è possibile a una frequenza di prova di 128 Hz (vedere Figura 3). I segni verdi mostrano il guadagno per un pezzo trattato termicamente con una conducibilità elettrica di 17,16 MS/m. I segni rossi indicano il guadagno per un pezzo non trattato termicamente con una conducibilità elettrica di 24,14 MS/m.
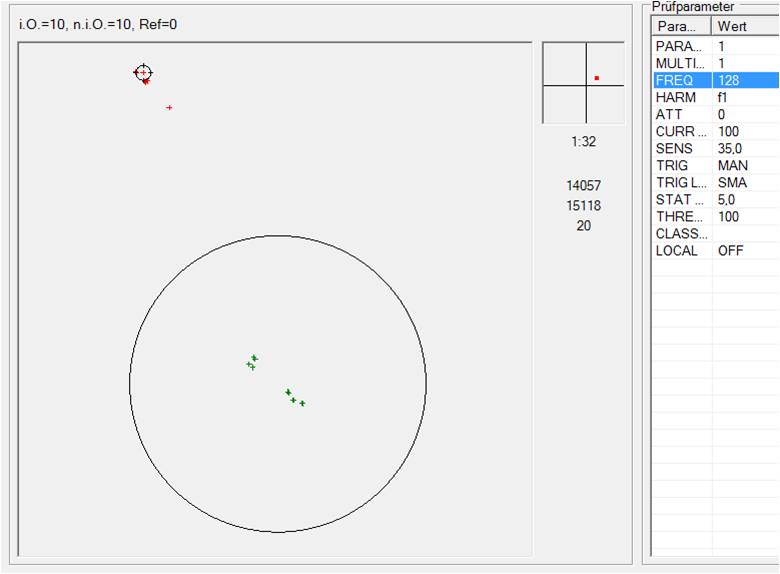 Figure 3: Test results
Figure 3: Test results
Per le prove di struttura dei componenti in alluminio consigliamo il sistema di prova MAGNATEST TCL in combinazione con una sonda statica. Questa apparecchiatura consente di separare i componenti in alluminio trattati termicamente da quelli non trattati termicamente. Per maggiori informazioni, visitate il nostro sito web all'indirizzo foerstergroup.com.

Share this
Test della microstruttura e delle cricche sugli alberi del rotore mediante correnti parassite

Rilevamento delle cricche di magneti ad anello per rotori di motori mediante test a correnti parassite
