Warum sind Größenkontrollen bei der Montage von Baugruppen wichtig?
Größenkontrollen sind ein wichtiger Bestandteil der Qualitätssicherung im Maschinenbau, um Maße, Toleranzen und geometrischen Eigenschaften von Bauteilen und Maschinen zu prüfen. Diese Kontrollen sind notwendig, um sicherzustellen, dass Bauteile und Maschinen die spezifizierten Anforderungen erfüllen und die erforderliche Leistung oder Funktion erbringen können.
Ein essenzielles Bauteil für die optimale Funktion sind Kugellager. Sie tragen dazu bei, Reibung und Verschleiß zu reduzieren, was zu einer längeren Lebensdauer der Maschinen und Geräte führt. Die Güte von Kugellagern hängt unter anderem von der Qualität der einzelnen Kugeln ab. Eine falsch eingebaute Kugel kann dazu führen, dass das gesamte Kugellager nicht richtig funktioniert und somit die Leistungsfähigkeit der Maschine beeinträchtigt wird.
Bei der Gut-/Schlecht-Sortierung werden die Kugeln überprüft und gemäß ihrer Qualität getrennt. In der Regel werden die Kugeln durch zerstörungsfreie Prüfverfahren auf Risse, Unregelmäßigkeiten und andere Defekte untersucht. Werden in einer Maschine mehrere Kugeltypen mit unterschiedlichem Durchmesser verbaut, ist es notwendig über optische Verfahren eine Vermessung jeder einzelnen Kugel vorzunehmen und die Maschine bei einer Abweichung zu stoppen. Die Installation dieses Messverfahrens kann teuer und je nach Anwendungsfall sehr aufwendig sein.
Durchmesserprüfung mit Wirbelstrom
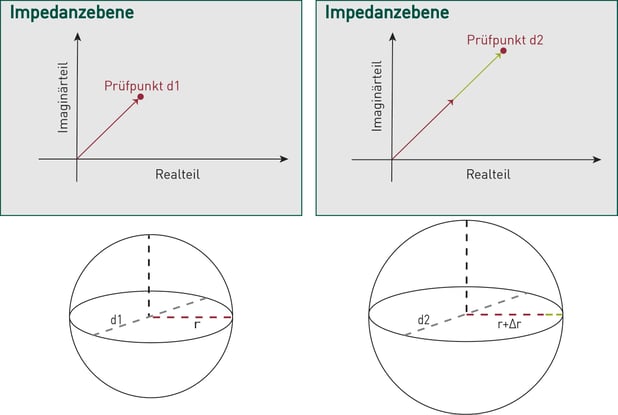
Die Gefügeprüfung mit Wirbelstrom ist ein zerstörungsfreies Prüfverfahren, das verwendet wird, um Veränderungen in der Materialstruktur zu erkennen. Das Verfahren beruht auf der Tatsache, dass das magnetische Verhalten von Materialien von ihrer chemischen Zusammensetzung und somit von der Leitfähigkeit und der magnetischen Permeabilität abhängt. Werden nun beispielsweise Kugeln mit den gleichen Material- und Bearbeitungseigenschaften geprüft, lässt sich keine Unterscheidung in den Wirbelstromsignalen feststellen. Bei Variation der Kugeldurchmesser verändert sich jedoch die zu prüfende Masse innerhalb der Prüfspule und der gesamte induktive Widerstand wird größer oder geringer. Ein Beispiel hierfür ist in der nachstehenden Abbildung zu sehen. Dieser Effekt kann mit gleichzeitiger Einstellung von angepassten Schwellenwerten eine Sortierung der Bauteile anhand von geometrischen Merkmalen ermöglichen.
Automatische Prüfauslösung beim MAGNATEST TCL
In Produktionslinien werden Bauteile meist in großen Stückzahlen über Zuführungen zum eigentlichen Montageort gebracht. Häufig wird dabei auch eine Vereinzelung der Komponenten vorgenommen um im Beispiel eines Lagers, die Kugeln gezielt zuführen zu können. Mithilfe der automatischen Prüfauslösung des MAGNATEST TCL können Spulen- und Tasterlösungen direkt in diese Zuführstrecken integriert werden und die aufwendige externe Prüfauslösung durch eine Steuerung entfällt. Für die Einstellung der automatisierten Prüfauslösung steht in der MAGNATEST TCL Software ein praktischer Einstellassistent zur Verfügung.
Definieren Sie den Schwellenwert mit dem Einstellungsassistenten
Unten sehen Sie die Seite mit der automatischen Prüfauslösung, wie sie in der Software zu sehen ist. Die folgenden 3 einfachen Schritte sind notwendig, um den Schwellenwert zu definieren:
- Bewegen Sie ein oder mehrere Prüfteile durch die Spule oder an der Sonde vorbei. Der grüne Balken zeigt das von der Komponente erzeugte Signal an.
- Der Schwellenwert kann mit den Pfeilen erhöht oder verringert werden.
- Klicken Sie auf "Abschließen", um die Auto-Trigger-Einstellungen abzuschließen.

Sortierung von Bauteilen nach den geometrischen Eigenschaften
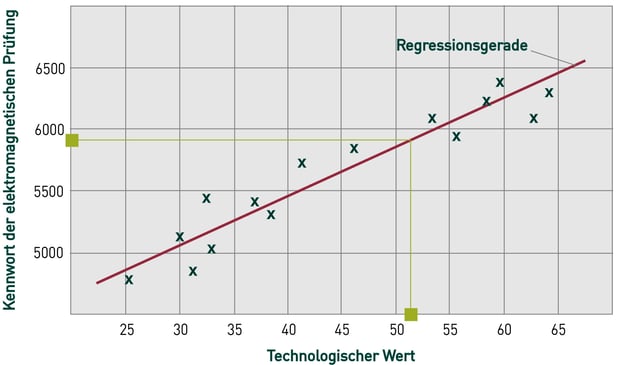
Ist eine einfache Gut-/Schlecht-Sortierung der Bauteile nicht ausreichend, bietet das MAGNATEST D eine weitere Möglichkeit zur genaueren Spezifikation der geprüften Eigenschaften. Zum Beispiel können mit diesem Prüfgerät eigene Klassen zur Unterscheidung der Bauteile angelegt und später eine Sortierung mithilfe der Ansteuerung einer Mechanik durchgeführt werden. Ist ein lineares Verhaltender untersuchten Eigenschaften zu erkenne, kann das MAGNATEST D zudem mit einem zusätzlichen Tool ausgestattet werden. Das Softwarefeature MAGNA CLARIS vereint technologisch gemessene Werte mit den Kennwerten der elektromagnetischen Prüfung. Das folgende Diagramm veranschaulicht diesen Sortierprozess.
Nutzen Sie die Gelegenheit und teilen Sie uns Ihre Anforderungen mit, um Ihre Produktionsprozesse abzusichern!
Unser Team bietet Ihnen umfassende Machbarkeitsstudien, um Ihre Anforderungen zu analysieren und Ihnen eine Lösung für die Prüfaufgabe zu präsentieren. Kontaktieren Sie uns jetzt und starten Sie Ihre erfolgreiche Zusammenarbeit mit uns.

Share this

Fortgeschrittene Wirbelstromprüfung von Güterwagenrädern

Wirbelstromgeräte: Vorteile, Anwendungen und Funktionen zur Fehlererkennung