Die Wirbelstromprüfung ist ein zerstörungsfreies Prüfverfahren von elektrisch leitfähigen Materialien (bspw. Metalle) zur Detektion von Oberflächenfehlern wie Risse, Poren oder Einschlüsse. Dazu wird eine Sonde berührungslos über das Prüfteil bewegt. Innerhalb einer Sonde befinden sich zwei Spulen. Eine der beiden Spulen dient als Sendewicklung, die mit einem definierten Wechselstrom beaufschlagt wird.
Der durch die Spule fließende Wechselstrom erzeugt ein magnetisches Wechselfeld (Primärfeld), welches wiederum Wirbelströme in dem Prüfteil induziert. Dieser Wirbelstrom erzeugt seinerseits ein Magnetfeld (Sekundärfeld), welches gemäß der Regel von Lenz der zeitlichen Änderung des Primärfeldes entgegenwirkt. Durch die Empfängerspule wird die induzierte Spannung des resultierenden Magnetfeld gemessen.

Fig.1: Wirbelstromprüfverfahrens
Diese hochfrequenten, elektromagnetischen Wechselwirkungen werden für die Rissprüfung genutzt. Durch geeignete Elektronik werden die empfangenen Signale beim Abscannen von Prüfobjekten verglichen, um Rückschlüsse auf die Oberfläche des Prüfobjektes zu ziehen. Befinden sich keine Inhomogenitäten auf der Oberfläche, so breiten sich auch die Wirbelströme homogen im Material aus. Wird dieser Fluss durch Widerstände (bspw. Risse, Poren) gestört, werden sich die Wirbelströme anders ausbreiten, was zu einer Veränderung der Phasenlage und Amplitude des Empfangssignals führt.
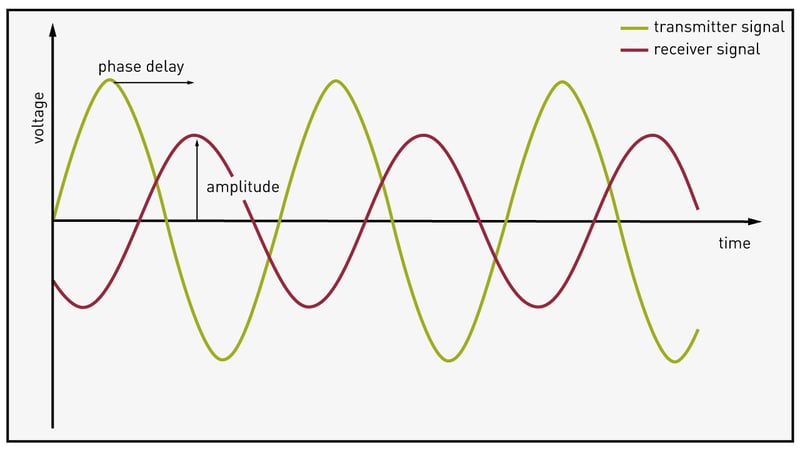
Fig.2: Elektromagnetischen Wechselwirkungen
Je nach Anforderung können diese Veränderungen manuell oder automatisch erkannt und ausgewertet werden.
Unter optimalen Bedingungen sind Fehlerauflösungen bis zu 30 µm möglich. Da die Prüfung berührungslos abläuft, werden Oberflächen durch die Wirbelstromprüfung weder beschädigt noch verschmutzt.
Moderne Sensorik-, Elektronik- und Software-Lösungen bieten vielfältigste Anwendungs- und Auswertemöglichkeiten, beispielsweise auch einen mobilen Einsatz bei der Wartungsprüfung.
Medienverbrauch und Wartungsaufwendungen sind dabei so gering, dass die Wirbelstromprüfung zu einem der wirtschaftlichsten und umweltfreundlichsten Verfahren der zerstörungsfreien Prüfung zählt und deshalb auch bei der 100%-Prüfung in Produktionsprozessen weit verbreitet ist. Zudem wird dank der hohen Prüfgeschwindigkeiten und der Automatisierbarkeit der Prüfung der Fertigungsablauf nicht gestört.
Bei der automatisierten Prüfvariante werden schlechte Bauteile, sogenannte n.i.O. Teile, aufgrund des unterschiedlichen Signals im Vergleich zu den Gutteilen, den i.O. Teilen, automatisch detektiert. Die Prüfelektronik gibt daraufhin einen Impuls an die SPS, welche die Schlechtteile aussortiert. Dadurch kann die Anzahl der aussortierten Teile getrackt und eine Statistik über die Fehlerquote geführt werden. Mit einem C-Scan, in dem die Bauteiloberfläche als 2D-Bild visualisiert wird, kann die genaue Position des Fehlers angezeigt werden. Werden diese 2D-Bilder zusätzlich mit einer unverwechselbaren ID, analog zum Bauteil (z.B. QR-Code), abgespeichert, kann eine lückenlose Rückverfolgung gewährleistet werden. Eine solche Visualisierung und Dokumentation bietet die Software STATOVISION von FOERSTER.

Fig.3: STATOVISION software
Taucht immer wieder das gleiche Fehlerbild auf, kann die Prüfelektronik gezielt auf diese definierten Risse eingestellt werden, um nur Teile mit diesen Fehlern auszusortieren. Das verhindert einen ungewollten Pseudo-Ausschuss, d.h. die Aussortierung von Bauteilen aufgrund anderer, jedoch bekannter und ungefährlicher Fehler, wie beispielsweise rauen Oberflächen oder Verschmutzungen. Des Weiteren können die Sonden speziell für die Detektion dieser Fehler angepasst und individuell gefertigt werden – dies betrifft zum Beispiel die Anzahl der Wicklungen oder die Geometrie der Sonde. Auch flexible Sonden, sogenannte Flexprobes, die sich der Kontur des Prüfobjektes anpassen oder Array Probes mit mehreren Sensorelementen für das Abscannen von großen Oberflächen sind möglich. Dadurch ist die Rissprüfung mit Wirbelstrom flexibel einsetzbar und bei verschiedensten Komponenten anwendbar.
Zwischenzeitlich ist in der modernen Wirbelstromprüfung, durch den Einsatz von intelligenten Softwarefiltern, auch die Detektion von Rissen nahe von Störkonturen realisierbar. Eine solche Störkontur, z.B. ein Loch in einem Kolben oder einer Bremsscheibe, wird im Prinzip aufgrund des Übergangs von Metall auf Luft und des damit erzeugten Signals als großer Riss wahrgenommen. Deshalb war es in der Vergangenheit nicht möglich, in der Nähe dieser Löcher Fehler zu detektieren, da die Signale eines Risses nicht von den Signalen eines Loches unterschieden werden konnten. Werden jedoch die Störkonturen eingelernt und die entstehenden Signale durch digitale Filter bewusst unterdrückt, so können auch Risse und andere Fehler in diesen Zonen sicher detektiert werden. Des Weiteren kann die Mustererkennung genutzt werden, um gewollte Störkonturen auf die richtige Größe oder Anzahl zu überprüfen. Eine Mustererkennung und die Möglichkeit der Filteranpassung ist ebenfalls in der STATOVISION Software von FOERSTER enthalten.

Fig.4: STATOGRAPH Produktfamilie
Durch die zukünftig immer stärker werdende Digitalisierung und der daraus resultierenden intelligenten Überwachung von Fertigungsprozessen, werden auch neue Anforderungen an die Qualitätsprüfungen gestellt. So sollen diese nicht nur zur Sortierung von Gut- und Schlechtteilen eingesetzt werden, sondern auch die Messergebnisse aktiv nutzen, um Veränderungen im Fertigungsprozess festzustellen und aktiv zurückzumelden. Wie beispielsweise eine Abnutzung von Werkzeugen und der daraus resultierenden Verschlechterung der Oberfläche. Eine solche Veränderung der gemessenen Signale und Annäherung an die Sortierschwelle kann mit intelligenten Softwarelösungen detektiert werden. So kann frühzeitig in den Fertigungsprozess eingegriffen und die Produktion von Ausschuss von Anfang an vermieden werden. Dadurch wandelt sich die Rissprüfung mittels Wirbelstroms von der reinen Sortierung zur intelligenten Prozessüberwachung, d.h. einer prädiktiven Instandhaltung.
Die Vorteile der Rissprüfung mit Wirbelstrom auf einen Blick:
- Hohe Prüfgeschwindigkeit und -leistung
- Gute Automatisierbarkeit
- 100%-Prüfung möglich
- Objektive Ergebnisbewertung
- Hohe Reproduzierbarkeit der Prüfung
- Dokumentation und Protokollierung der Prüfergebnisse
- Keine Kopplungsmedien erforderlich
- Kleine Fehlerauflösungen möglich
- Flexibel einsetzbar
- Intelligente Filter und Mustererkennung möglich
- Möglichkeit zur Prozessüberwachung
Haben Sie Fragen? Kontaktieren Sie unsere Experten und besprechen Sie Ihre Prüfaufgabe.

Share this

Rissprüfung: Wie funktioniert ein Wirbelstromprüfgerät?

Wie können Sie Kugellagerringe auf Risse und magnetische Spots prüfen?
