1. Mobile UCI Härteprüfung
Eine portable Härtemessung wird üblicherweise direkt vor Ort am Bauteil ausgeführt mit mobilen Geräten, die auch eine erste Auswertung der Ergebnisse zulassen. Der große Vorteil portabler Messtechnologie ist:
- Gut beweglich für eine schnelle und selektive Entscheidungsfindung vor Ort.
- Dort einsetzbar, wo die klassische Härtemessung (Vickers, Rockwell, Brinell) nicht möglich bzw. unpraktisch ist, wie zum Beispiel im Bereich der Wareneingangskontrolle, Produktionskontrolle oder Wartung an eingebauten Komponenten.
- Insbesondere Systeme mit stiftförmiger schlanker UCI-Sonde können in alle Richtungen eingesetzt werden und sind im Wesentlichen in ihrer Anwendung nur durch die Zugänglichkeit zur Messposition beschränkt.
Mit der Erfindung des UCI-Verfahrens (Ultrasonic Contact Impedance) im Jahr 1961 wurde erstmals ein Härtemessverfahren beschrieben, das die Vickershärte unter Last ermittelt und damit die volle elastische und plastische Materialantwort (Kontaktfläche) erfasst. Das in Resonanz longitudinal schwingende System aus Vickers-Diamant und Schwingstab verändert seine Schwingungsfrequenz bei Materialkontakt. Die Größe der Frequenzerhöhung hängt immer gleichartig von der Messkraft (1 N bis 100 N) und von den mechanischen Parametern der Sonde ab.
Die variablen Einflussgrößen kommen dann nur noch aus dem Prüfmaterial, wie die Kopplungsstärke aus Kontaktfläche und E-Modul des Prüfmaterials. Der Einfluss, des für eine Materialklasse einheitlichen E-Moduls, wird beim Sondenbau kompensiert, durch Justierung zwischen 128 HV und 900 HV auf 8 von der MPA (Materialprüfungsamt Dortmund) kalibrierten Vickers Härtevergleichsplatten aus geschmiedetem Werkzeugstahl (E-Modul ca. 205 bis 210 GPa). Diese sind ausschließlich durch thermische Behandlung gehärtet und nicht durch Legierungszusätze.
Die entstehende Justierkurve bildet dann die Grundlage für alle Berechnungen der Vickers-Härte aus der Frequenzverschiebung (vergleichendes Verfahren). Der Erfinder des UCI-Verfahrens, Claus Kleesattel, hatte dieses Prinzip als die „wahre SONODUR-Härte“ bezeichnet, die ausschließlich aus der Frequenzverschiebung einer Resonanzschwingung im Ultraschallbereich bestimmt werden kann.
Eine Kalibrierung ist somit nach der UCI-Norm DIN 50159-1, -2-2021 bzw. ASTM A1038-2019 streng genommen nur dann erfolgreich, wenn ohne manuelle Justierung am Gerät durch den Bediener der Nominal-Härtewert der Härtevergleichsplatte erreicht wird. Dies ist bei der UCI-Messung mit Härtemessgeräten wie beispielsweise dem SONODUR 3 gegeben. Hier bleibt die Kalibrierung in der Regel auch nach längerer Lagerung erhalten.
Eine Kalibrierung kann scheitern, wenn
- die Härtevergleichsplatte auf instabilem Untergrund gelagert ist wie beispielsweise auf einem Rollenwagen oder sie auf einer staubigen Oberfläche aufliegt (sogenanntes Klingeln – Ausbildung störender Bauteilresonanzen).
- die Form und Größe der Härtevergleichsplatte für die UCI Härtemessung ungünstig ist (z.B. Dreiecksplatten mit 70 x 70 x 70 x 6 mm) und sie nicht akustisch angekoppelt wurde.
- der Bediener die Sonde nicht senkrecht zur Bauteiloberfläche (max. ± 5 Grad zur Senkrechten) führt oder Querkräfte durch ungünstige Handhabung initiiert. In diesem Fall sollten zwei oder mehr Bediener ihre Ergebnisse vergleichen. Hier ist ausdrücklich das Ausscheiden von offenkundigen Fehlmessungen erlaubt, wenn eine entsprechende Messvorschrift aus dem Qualitätsmanagement-Handbuch vorliegt.
- die Sonde durch übermäßige mechanische Beanspruchung de-justiert ist. In diesem Fall sollte die Sonde zur Überprüfung an den Hersteller zurückgegeben werden.
Die absoluten Abweichungen vom Plattenwert sind in der Norm DIN 50159-1 und in der ASTM A1038 abhängig von der Messkraft und dem Härteniveau beschrieben (± 5 % für HV5UCI, Mittelwert aus 5 Messungen).
1.1 Stärken der UCI-Messung: eine wirksame Erweiterung der Vickers-Messung
2. Das UCI Verfahren: die Physik
Das UCI-Verfahren – 1965 erstmals unter dem Namen „SONODUR“ eingesetzt – wertet den Vickers-Härtemesseindruck innerhalb von Sekundenbruchteilen elektronisch aus und zeigt ihn digital an. Der entstehende Härtewert in Einheiten Vickers wird unter Last bestimmt und bei definierter Kraft (Eindringkraft) ein Härtewert berechnet. Dieser entspricht der Eindruck-Oberfläche nach Entlastung.
2.1 Unmittelbare Erfassung der Härtemesswerte
Während die Mess-Sonde auf das Material gedrückt wird, führt der Schwingstab der Sonde mittels piezoelektrischer Anregung longitudinale Ultraschall-Schwingungen bei ca. 78 kHz aus. Durch die Materialankopplung des Vickers-Diamanten entsteht ein Kontaktwiderstand, der zunächst eine Dämpfung der Schwingungsamplitude bewirkt und gleichzeitig die Schwingungsfrequenz in charakteristischer Weise ansteigen lässt. Diese Dämpfung wird innerhalb eines Regelkreises kompensiert. Die Frequenzverschiebung wird genau bei Erreichen einer vorgegebenen Messkraft bestimmt und bei Hand-Messsonden wird daraus sofort die Vickers-Härte berechnet. Dabei wird der Härtewert sehr schnell bereits im „Vorwärtsgang“ bestimmt, d.h. währenddessen der Diamant in das Material gedrückt wird - ohne Wartezeit oder erst nach Abheben der Sonde vom Prüfmaterial. Dies minimiert am besten die Beeinflussungen des Bedieners durch die Ausübung der Messkraft. Bei Motor-Messsonden wird bedingt durch die Bauart eine programmierbare Eindringzeit abgewartet (1 bis 99 s). Dies ermöglicht die Nachbildung der Versuchsführung analog zur Vickers-Methode und wird im Bereich der Tiefdruck-Industrie an Kupferschichten mit niedrigen Messkräften (1 N bzw. 3 N) sehr erfolgreich angewandt. Dabei wird durch ein spezielles Federsystem die Messkraft während des Eindringvorgangs konstant gehalten, was mit Hand-Messsonden derzeit nicht praktikabel ist.

Zylinderstapler in einer Tiefdruckindustrie
2.2 Wesentliche Einflussgrößen auf die Frequenzverschiebung: das E-Modul
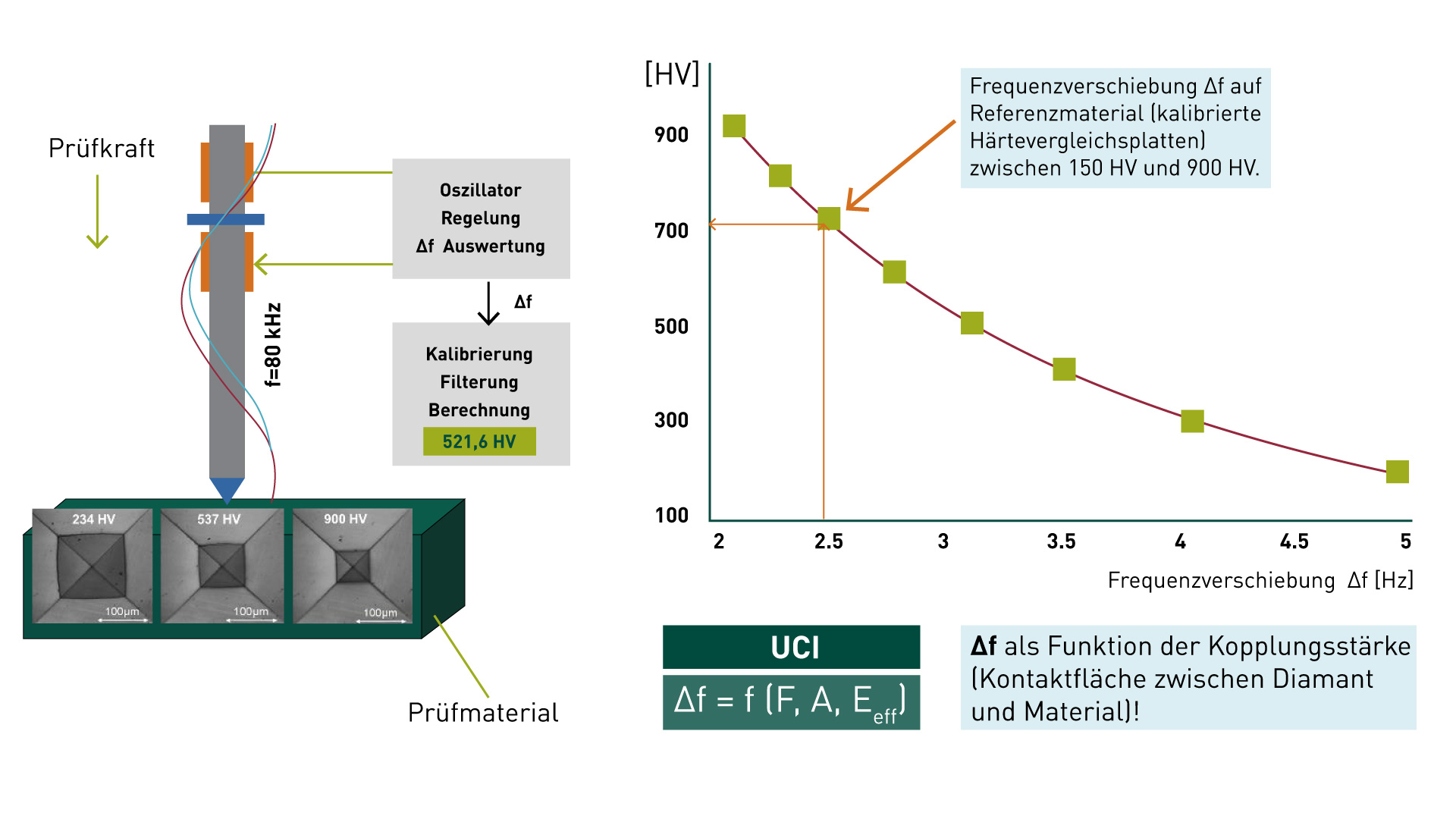
Der Bezug zur klassischen Vickers-Härtemessung wird, wie erläutert, auf MPA kalibrierten Härtevergleichsplatten aus Stahl hergestellt, indem für jeden Härtegrad zwischen ca. 120 und 900 HV die gemessene Frequenzverschiebung aufgezeichnet wird (Abb. 1). Die UCI-Sonde wirkt wie eine hochfrequente Stimmgabel, deren nicht hörbare Frequenz (Höhenlage) vom Grad der Kopplung des Vickers-Diamanten mit dem Prüfmaterial abhängt. Dabei spielt nicht nur die Kontaktfläche eine Rolle, sondern auch die physikalischen Eigenschaften des Prüfteils wie E-Modul und Poisson-Zahl. Härtemessgeräte werden hierbei auf ein bestimmtes E-Modul kalibriert. Das SONODUR 3 beispielsweise für Stahl auf das E-Modul von ca. 210 GPa. Dies entspricht dem größten Teil der technischen Stähle. Durch diese Werksjustierung werden bei der Frequenzverschiebung der Beitrag der einwirkenden Kraft, das Zusammenspiel der entstehenden Kontaktfläche zwischen Diamant und Prüfteil, als auch der Beitrag des elastischen Moduls vom mitschwingenden Prüfmaterial bis hin zur Schwingstabgeometrie bzw. -aufhängung berücksichtigt.
- Überwachung der Schwingfrequenz bei Materialkontakt.
- Messung der exakten Frequenz bei Messlast.
- Berechnung der Frequenzverschiebung Δf gegenüber der Nullfrequenz f0 in Luft.
- Abschätzung des Härtewertes in HV aus einer Referenzkurve (Kurve von FOERSTER).
Abb. 1: Prinzip der UCI-Messung mit Schwingstab (links) in Resonanz und Frequenzverschiebung abhängig von der Kopplung/Härte des Diamanten mit dem Prüfmaterial (Kontaktfläche).
2.3 Der Schwingstab: Herzstück des Sondenaufbaus
2.4 Das Modell der gekoppelten Massenpunkte
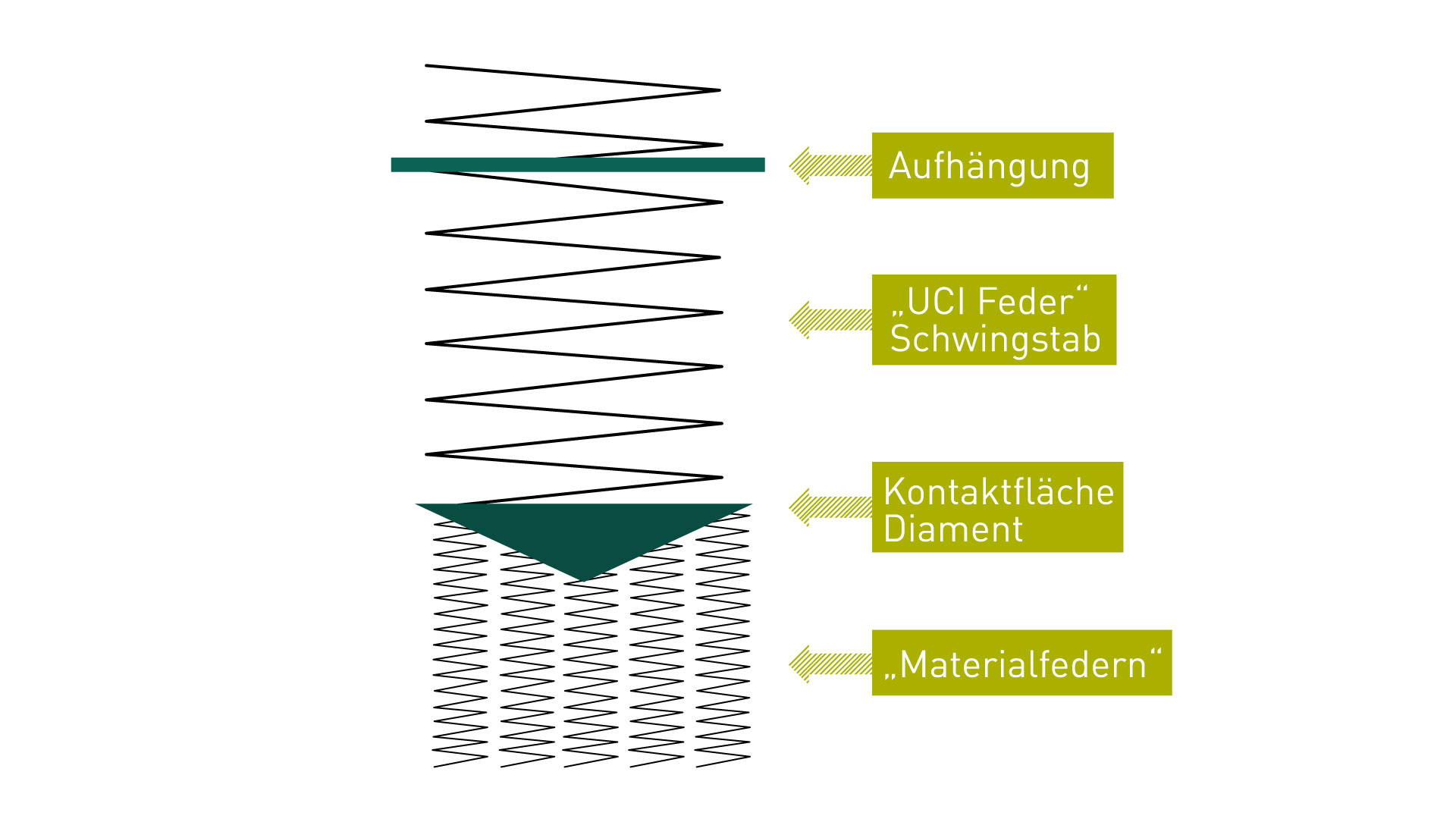
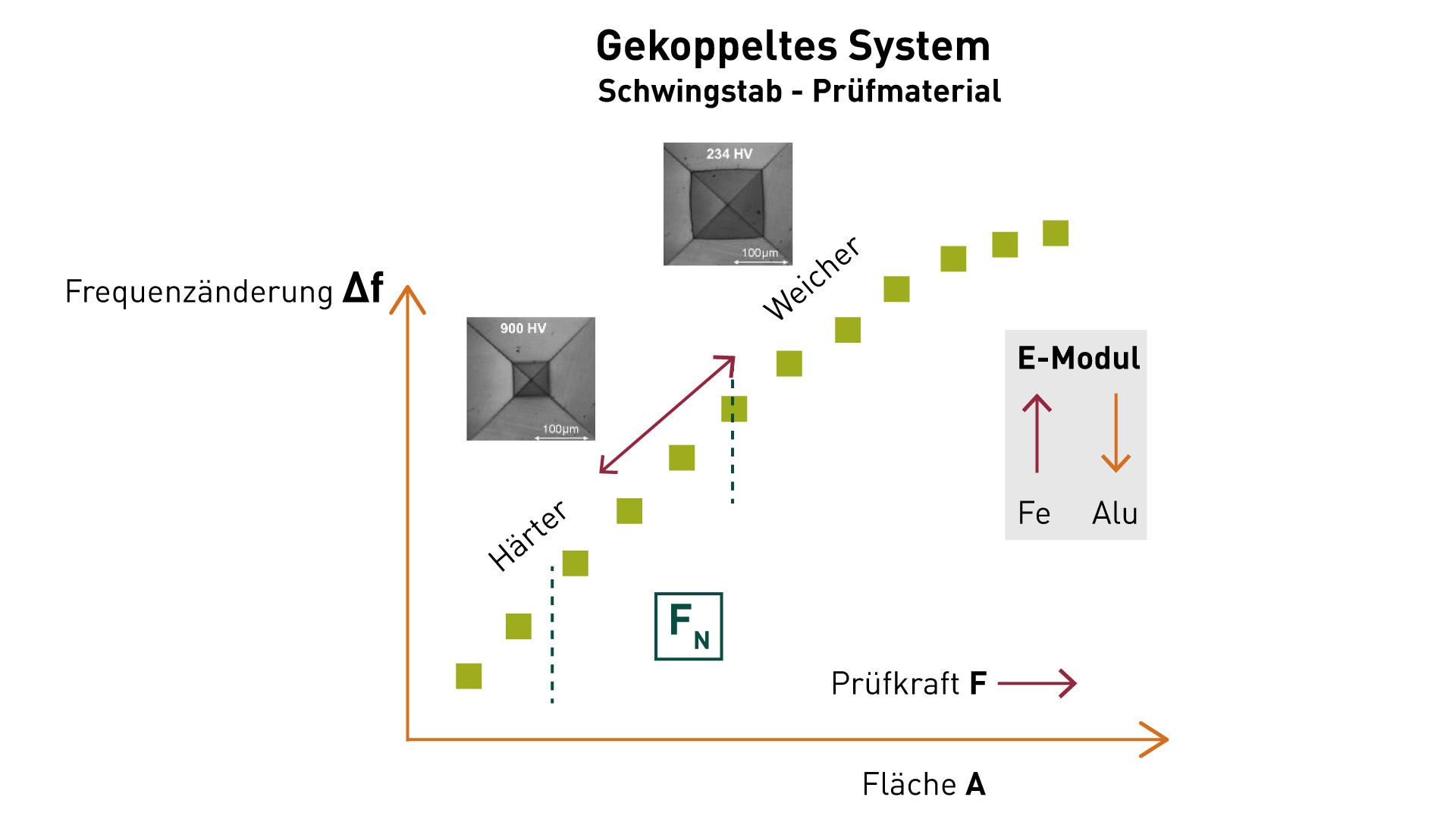
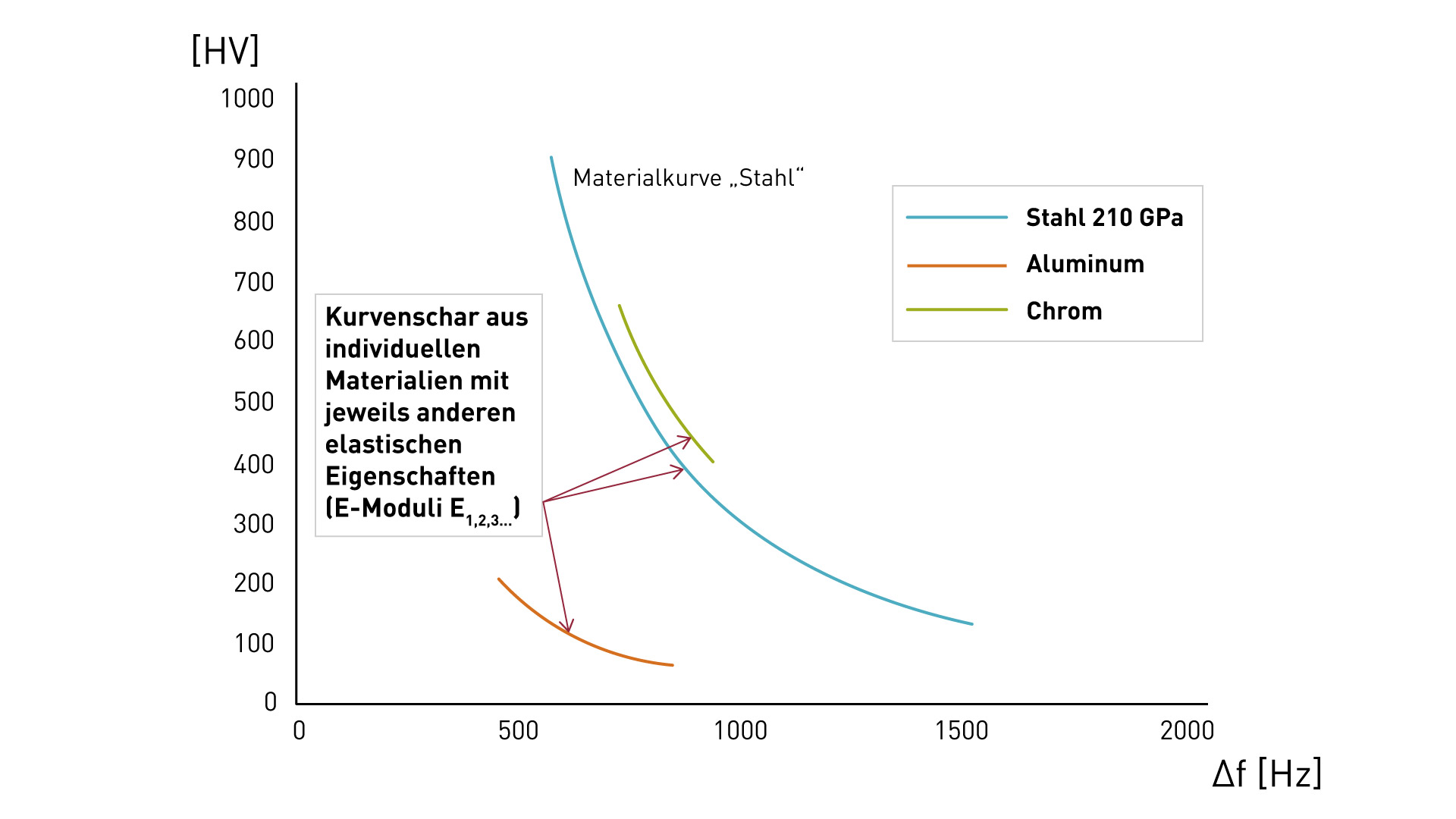
Abb. 1c: Unterschiedliche Materialien im Sinne des E-Moduls ergeben eine ganze Kurvenschar.
Da Beachten Sie dabei: unterschiedliche Stahllegierungen unterscheiden sich nicht im E-Modul (Cr-Mn-Stähle usw.) und stellen in diesem Sinne die „gleiche Materialklasse“ dar. Austenitische Edelstähle, Duplexstähle oder Inconel können eine individuelle Justierung durch Vergleich mit einer geeigneten Referenz erfordern. Zusätzlich ist zu beachten, dass die Oberflächenrauigkeit in die Justierzahl eingehen kann. Daher ist es wichtig, dass die Materialbearbeitung möglichst gleichartig abläuft.
2.5 Die Antwort von FOERSTER auf die mobile UCI-Härtemessung: das SONODUR 3
|
Die UCI-Technologie, wie sie im SONODUR 3 verbaut ist, setzt Maßstäbe für die Qualität der Messergebnisse. Die unmittelbare Erfassung der Härtemesswerte im „Vorwärtsgang“ ermöglicht den schnellen Erhalt von Messwerten und Fehler durch den Bediener können größtenteils eliminiert werden. Der Bezug zur klassischen Vickers-Härtemessung und damit zur genormten klassischen Vickers Härteskala legt den systemischen Grundstein des Messverfahrens mit SONODUR 3. Die Härteskala HV ermöglicht es, alle Materialien und Prüfteile zu messen, von weich bis hart. Das Verfahren deckt den gesamten Härtebereich ab. Daraus resultierend sind Umwertungen in alle gängigen Härteskalen in Echtzeit und jederzeit anwendbar.
SONODUR 3 mit UCI-Messsonden Ein weiterer großer Vorteil der SONODUR 3-Messtechnik ist die Fähigkeit schnelle Justierungen an Materialien vorzunehmen, die unterschiedliche E-Modul besitzen. Das SONODUR 3 ist also nicht nur für Ihre aktuellen Anwendungen bestens ausgerüstet, sondern auch für zukünftige Anforderungen optimal geeignet. |

3. Das Konzept der Justierzahl CAL und Umwertung von Härtewerten
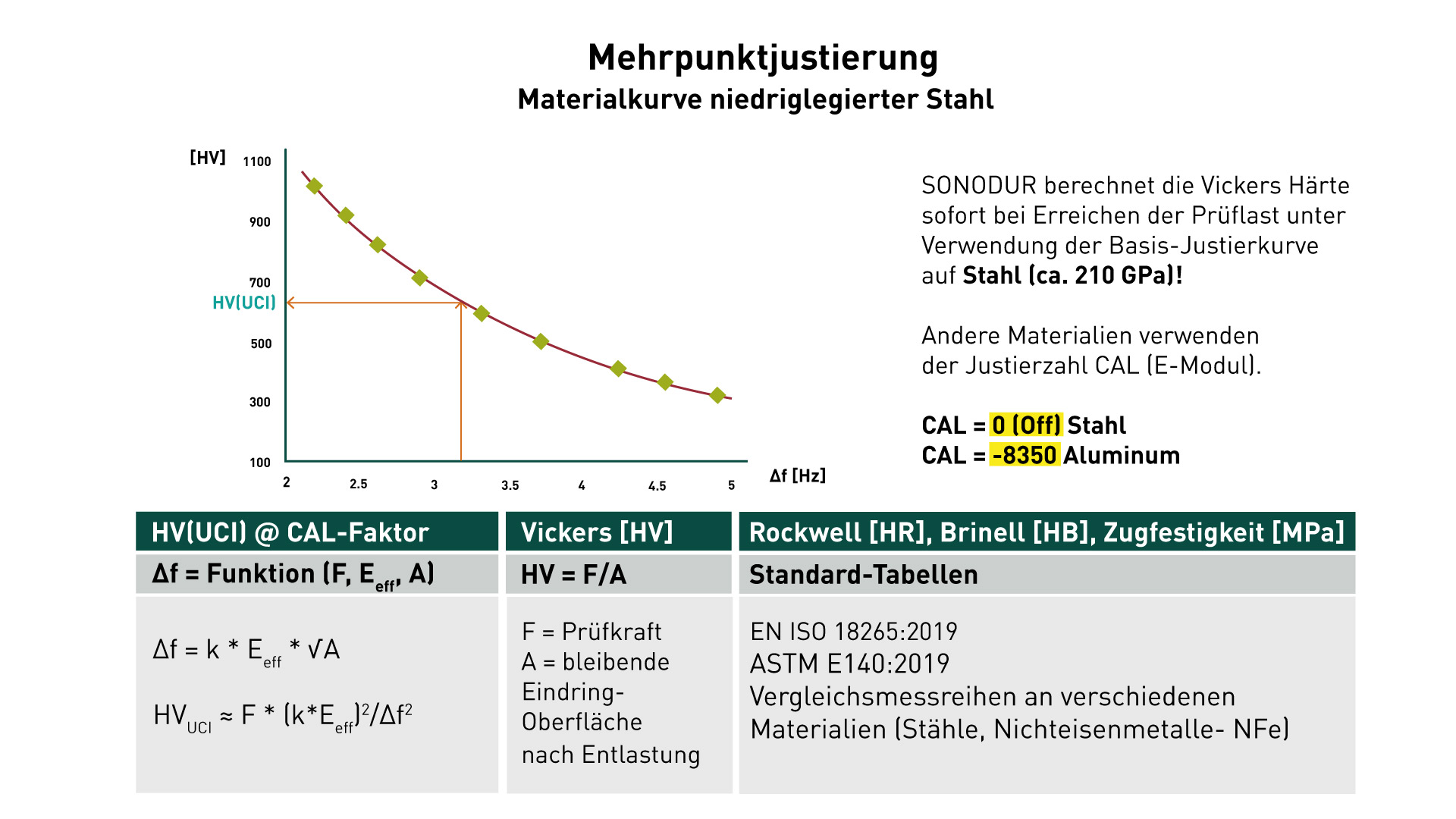
Abb. 2: Vorgänge bei der Ermittlung der Justierkurve für niedrig legierten Stahl, die für jede UCI-Sonde individuell erstellt wird.
Die Formel  zeigt die Abhängigkeit der Frequenzverschiebung Δf von der Stabeigenschaft „k“, der Kontaktfläche A und dem effektiven E-Modul (aus Diamant und Material).
zeigt die Abhängigkeit der Frequenzverschiebung Δf von der Stabeigenschaft „k“, der Kontaktfläche A und dem effektiven E-Modul (aus Diamant und Material).
Gemäß der Formel  folgt die berechnete Vickers-Härte HVUCI aus der Vickers-Formel F/AHV mit Messkraft F und der Eindruckoberfläche AHV aus den gemessenen Diagonalen bei der optischen Messung (Annahme AUCI=AHV). Der Kurvenverlauf entspricht einer Hyperbel.
folgt die berechnete Vickers-Härte HVUCI aus der Vickers-Formel F/AHV mit Messkraft F und der Eindruckoberfläche AHV aus den gemessenen Diagonalen bei der optischen Messung (Annahme AUCI=AHV). Der Kurvenverlauf entspricht einer Hyperbel.
Ist die Übereinstimmung des HVUCI Werts mit der Vickers-Härte HV = F/AHV sichergestellt (Validierung), kann für Stahl die Umwertung in andere Härteskalen bzw. in Zugfestigkeit vorgenommen werden.
Eine Gerätejustierung auf Materialien mit abweichendem E-Modul (Kupfer, Aluminium, Chrom, Gusseisen etc.) ist einfach über eine Vergleichsmessung möglich und muss nur ein einziges Mal ausgeführt werden, denn die Justierparameter (Justierzahl, Skala, Materialtabelle, Norm, Messkraft sowie Name des Bedieners) lassen sich im Klartext abspeichern und sogar per Email für andere Härtemessgeräte verschicken. Über die firmeninternen Ein-Punkt-Justierungen „CAL“ lassen sich nun eigene Materialtabellen für die Produktionskontrolle erstellen. Der Bediener erkennt die „richtige“ Justierung sofort an der eingeblendeten Justierzahl.
Über die Justierzahl „CAL“ erfolgt nun die Materialanpassung (Abb. 3), mit deren Hilfe die Vickers-Härte aus der originalen Justierkurve neu berechnet wird (Abb. 2). Das Prinzip der Vergleichsmessung und Justierung ist gängige Praxis in der zerstörungsfreien Messung mit z.B. Wirbelstrom (σ, µ, Sensordaten), Ultraschall (c, Messkopfdaten) oder UCI (E-Modul, Schwingstab). Der Zahlenwert ist charakteristisch für den Messprozess und kann jederzeit in das Gerät einprogrammiert werden.
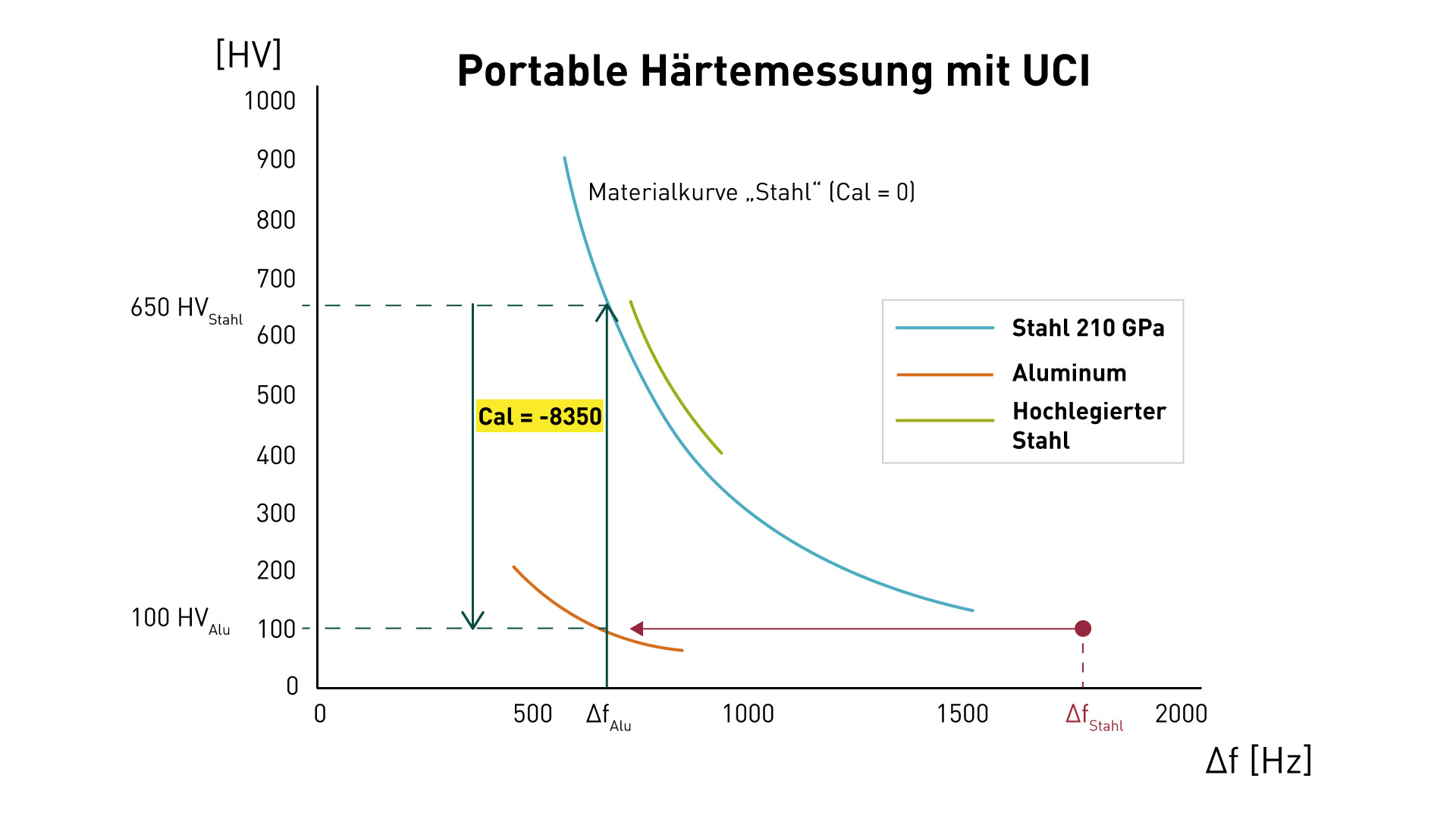
Abb. 3: Materialien mit abweichendem E-Modul müssen dem Messgerät antrainiert werden.
Die Kopplungskonstante für Aluminium mit E-Modul ca. 70 GPa verursacht ein deutlich kleineres Signal als Stahl, was durch Vergleich mit der Stahljustierung zu falschen Ergebnissen führen würde.
Die Vickers-Messergebnisse lassen sich nach Ermittlung des HV-Werts mittels Umwertungsfunktionen aus EN ISO 18265-2019 (ehemals DIN 50150) bzw. ASTM E140-18 in anderen Härteeinheiten bzw. Zugfestigkeiten anzeigen (Abb. 2). Die Problematik der Anwendung von Umwertungen innerhalb der klassischen Härteskalen wird in den Normentexten eingehend diskutiert. Der Oberflächen- bzw. Wärmebehandlungszustand und die Prozessführung können die Materialantwort für die verschiedenen Härtemessmethoden unterschiedlich beeinflussen. SONODUR 3 beinhaltet alle Materialtabellen, in denen Vickers-Härtewerte mit anderen Skalen korreliert werden.
Darüber hinaus stellt sich das Messgerät automatisch mit dem entsprechenden Justierfaktor CAL ein, wenn Erfahrungswerte bekannt sind (z.B. Aluminium, Tabelle F4, F5 oder T9 mit CAL=-8350, E-Modul ca. 70 GPa). Von dort aus können individuelle Feinjustierungen sehr schnell und einfach durch die erwähnten Vergleichsmessungen bewerkstelligt werden. Aluminiumlegierungen mit hohem Silizium-Anteil haben einen erhöhten E-Modul (ca. 104 GPa) und müssen somit für eine tragfähige Messung über eine Vickers-Referenz mit einem geänderten CAL-Wert gemessen werden. Im Falle von Aluminium empfehlen wir die Verwendung der Umwertungstabelle F5 (BS Standard, HB5/250) anstatt F4 bzw. T9 aus ASTM E140, HB10/1000). Bei Kupfer müssen individuelle CAL-Zahlen ermittelt werden, da die Eindringfähigkeit von der Zeit und der Messkraft abhängig ist.
Das Konzept der Justierzahl CAL birgt noch weitere Vorteile, wenn z.B. die UCI-Messtechnik in automatischen Messeinrichtungen eingesetzt wird und mögliche (gleichbleibende) Beeinflussungen durch die Sondenführung und -halterung kompensiert werden müssen.
Die Anwendung der mobilen Härtemessung macht nur dann Sinn, wenn Vorgaben oder Spezifikationen vorliegen und die Materialeigenschaften und deren Vorgeschichte bekannt sind. Ebenso ist sicherzustellen, dass bei der Verwendung von Messverfahren mit hohen Kräften (HRC, HB) und großen Eindringtiefen eine Vergleichbarkeit möglich ist.
Welche Prüfgeräte eignen sich am besten, den Anforderungen der mobilen Härtemessung zu begegnen?

Mit dem SONODUR 3 bietet FOERSTER ein mobiles Hightech-Allrounder im Bereich der UCI-Härtemessung. Das Gerät arbeitet mit kabelgebundenen Sonden der SONO-H/M/S -Baureihe. Diese gibt es in verschiedenen Ausführungen und Prüfkräften. Handmesssonden gibt es in den Standardprüfkräften 10 N, 30 N, 49 N und 98 N. Bei Motorsonden gibt es die Ausführungen 1 N, 3 N und 8,6 N. Bei Stativsonden sind es Prüfkräfte mit 10 N, 49 N, 98 N.
Wenn Sie mehr über die mobile UCI-Härtemessung erfahren möchten klicken Sie bitte hier.

Share this

Härteprüfung - Verbindungsmittel & Schrauben, damit sie halten, was sie versprechen

Schnelle UCI-Härtemessung an Schrauben und Bolzen: Anwendungsfälle aus der Praxis
